With the rapid development of industrial technology, stainless steel is widely used as a corrosion-resistant, high-strength and aesthetically pleasing material in a variety of applications such as construction, automotive, aerospace and food processing. However, due to its unique physical and chemical properties, the welding process of stainless steel faces a number of challenges. In this article, we will discuss in detail the challenges of welding stainless steel, common welding methods, and best practices to help those in the industry improve welding quality and efficiency.
Stainless steel welding challenges
1.High temperature oxidation and discoloration

Stainless steel in the high temperature welding process, the surface is prone to oxidation, the formation of oxide film, resulting in color changes in the weld and heat-affected zone. This not only affects aesthetics, but also weakens the corrosion resistance of the material. In order to prevent this from happening, it is usually necessary to use protective gas or pickling and passivation after welding.
2.Thermal crack sensitivity
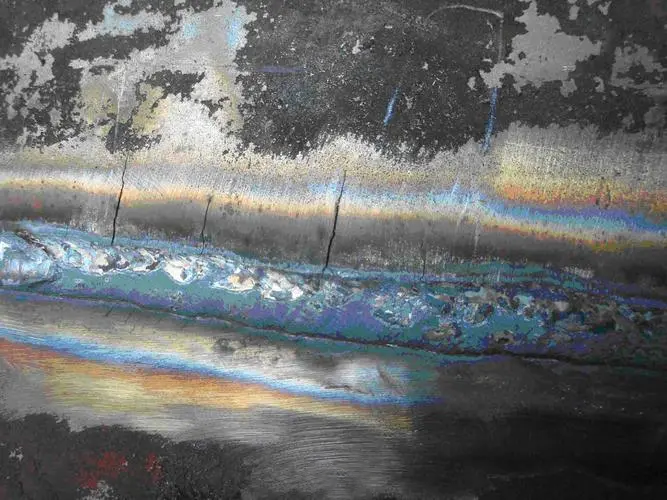
Especially austenitic stainless steel is susceptible to thermal cracking during the cooling process of welding due to its high coefficient of thermal expansion and low thermal conductivity. Thermal cracking usually occurs in the weld metal or heat-affected zone, which can lead to failure of the welded structure in severe cases. In order to minimize the risk of thermal cracking, it is necessary to strictly control the welding process parameters and select suitable welding materials.
3.Welding deformation

As stainless steel has a high coefficient of thermal expansion, the welding process will produce large thermal stresses, resulting in deformation of the weldment. This is especially obvious for large structures or thin-walled parts, which may affect the dimensional accuracy and appearance quality of the product. Reasonable clamping and anti-deformation measures need to be used to control welding deformation.
4. Nitride and carbide precipitation
In the high-temperature welding process, nitrogen and carbon in stainless steel may react with chromium to form nitrides and carbides, these precipitates will reduce the corrosion resistance and toughness of the material. Control of welding heat input, selection of suitable welding materials and subsequent heat treatment is the key to prevent this phenomenon.
5.Welding spatter and contamination

Spatter and contaminants generated during the welding process may adhere to the surface of the weld and base material, affecting the quality and appearance of the weld. This requires the use of suitable welding processes and protective measures, such as the use of low spatter welding current and welding shielding gas.
Stainless steel welding methods
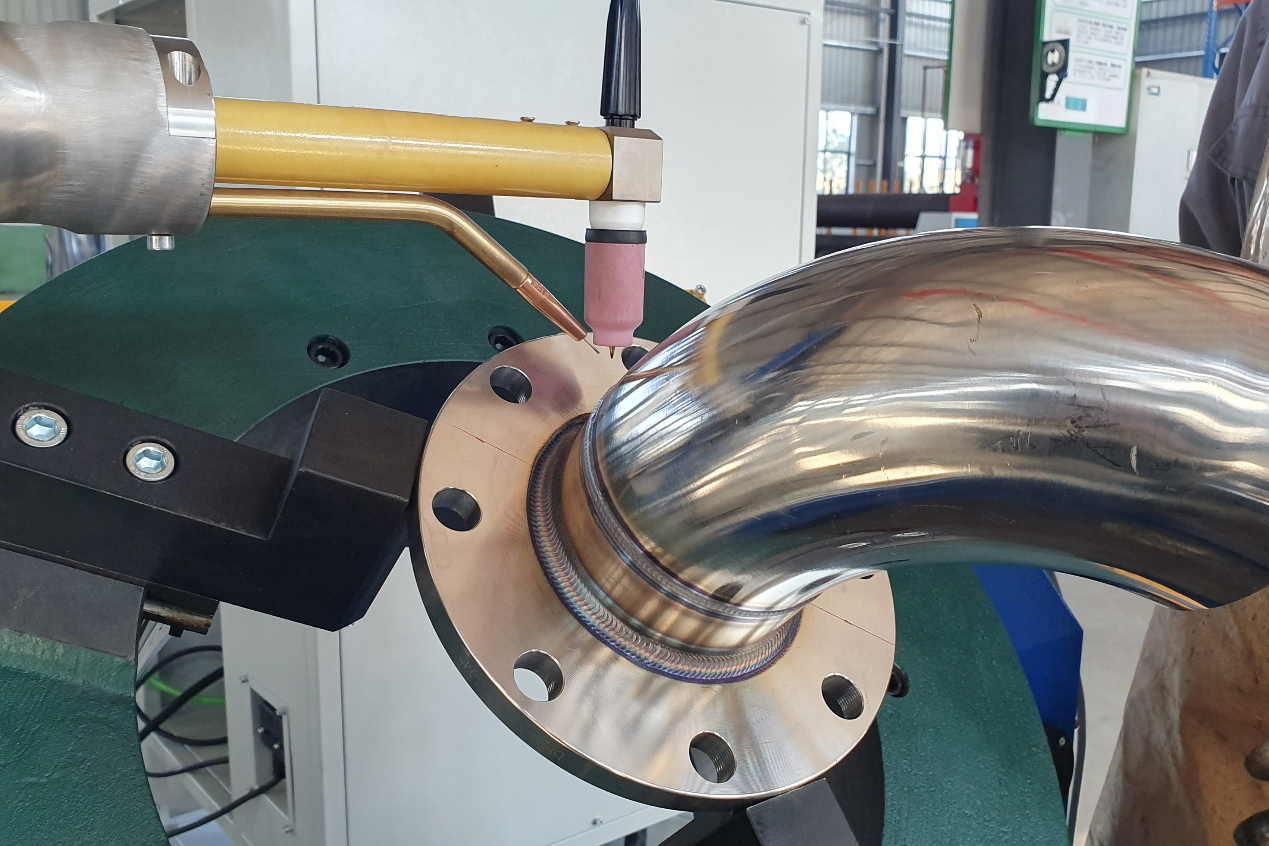
1. Tungsten argon arc welding (TIG)
TIG welding is a welding method using a non-consumable tungsten electrode and inert gas (e.g., argon) protection, and is particularly suitable for welding thin-walled stainless steels.TIG welding provides a high-quality, smooth weld seam, and is commonly used in areas where high-precision welding is required, such as aerospace and medical equipment. In order to improve welding efficiency, pulsed TIG welding technology can be used to further reduce heat input and distortion.
2. Molten Electrode Gas Shielded (MIG) Welding
MIG welding uses a molten electrode and inert gas protection, suitable for welding medium-thick plate stainless steel, with high productivity. By adjusting the current, voltage and welding speed, you can effectively control the welding spatter and molten pool shape. In order to improve the welding quality, you can use mixed gas protection, such as a mixture of argon and carbon dioxide.
3. Plasma Arc Welding (PAW)
Plasma Arc Welding (PAW) is a high-precision welding technology that uses a plasma arc as a heat source to provide concentrated and stable welding heat.PAW is suitable for welding applications that require high quality and low distortion, such as the manufacture of precision instruments and high-end equipment. Compared to TIG welding, PAW offers faster welding speeds and a smaller heat affected zone.
4. Laser Welding
Laser welding utilizes a high energy density laser beam as a heat source, which has the advantages of fast welding speed, low distortion and a small heat affected zone, and is particularly suitable for high precision and high efficiency welding needs. Laser welding is suitable for welding thin-walled and complex structural parts, such as electronic components and automotive parts manufacturing.
5. Resistance spot welding
Resistance spot welding utilizes the heat generated by the electric current through the contact point for welding, commonly used in thin stainless steel connection, such as automobile body and appliance shell manufacturing. The method is fast, small weld joints, and suitable for mass production.
Best Practices for Stainless Steel Welding
To ensure a high quality stainless steel weld, the following are some widely recognized best practices in the industry:
1. Surface Cleaning
Prior to welding, stainless steel surfaces should be thoroughly cleaned to remove grease, oxides, and other contaminants to prevent welding defects. Cleaning can be done with chemical cleaners or mechanical grinding tools.
2. Control of heat input
Control the heat input by adjusting the welding current, voltage and welding speed to avoid excessive heat input leading to overheating of the weld metal, which in turn reduces the risk of thermal cracking and welding distortion.
3. Use of shielding gas
A suitable shielding gas (e.g. pure argon or helium) should be used during welding to prevent the weld area from coming into contact with air and to avoid oxidation and nitriding. For thick-walled materials, a double layer of protective gas can be used to improve the protective effect.
4. Preheating and post-heat treatment
For thick-walled stainless steel or high-carbon stainless steel, preheating before welding and post-welding heat treatment can reduce thermal stress and cracks. The preheating temperature and heat treatment temperature should be selected according to the type of material and welding process.
5. Selection of suitable welding material
Use welding materials that match the base material to ensure that the weld metal and the base material have similar chemical composition and mechanical properties to ensure the strength and corrosion resistance of the welded joint.
6. Welding quality testing
After welding is completed, welding quality inspection, such as X-ray inspection, ultrasonic inspection and dye penetration inspection, should be carried out to ensure that the welded joints are free of defects such as cracks, porosity and slag entrapment.
Future Prospects
With the progress of science and technology, stainless steel welding technology will continue to develop in the direction of high efficiency, intelligence and green. In the future, automated welding robots and intelligent welding control systems will further improve welding efficiency and quality. At the same time, the research and development of environmentally friendly welding technology will also become an important direction to reduce harmful gas emissions and material waste in the welding process.
Post time: Jun-20-2024