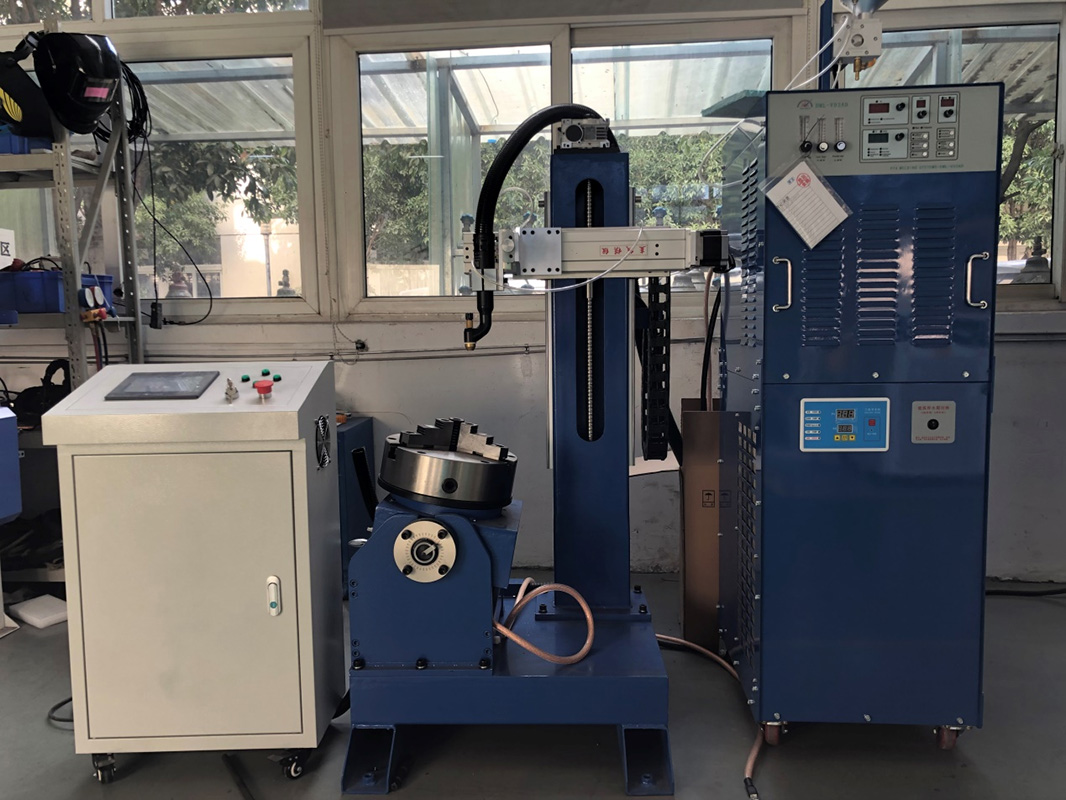
integrated multifunctional plasma powder welding machine (dml-v03ad)




Multi function configuration
1.Plasma powder surfacing
2.Plasma arc welding
2.Precision pulse welding (imitating laser welding)
3.Precision argon welding
Features
1.DSP digital processing technology is adopted, with high speed and precise control.
2.High precision: small current up to 2a, stable arcing.
3.Chopper technology, wide current range output control, plasma 2a-160a, precision argon welding 2a-200a, stable output.
4.High voltage design ensures smooth arc starting of welding machine.
5.High voltage design ensures the stiffness and length of arc.
6.Small dimension arc current, reduce the loss, reduce the load of welding gun, reduce energy consumption.
7.The integrated design of main arc power supply and dimension arc power supply has simple structure and low failure rate.
8.The powder feeding system is linked with the host machine, and the powder feeding can be set in advance and behind, and the time can be adjusted.
9.A variety of signal protection, to ensure that the welding machine and welding gun can only be used under normal conditions, to eliminate the phenomenon of no water or water circulation burning gun.
10.High power refrigeration, 1.5p high efficiency compressor refrigeration, to ensure long-term stable work under high temperature environment.
11.Multi function: powder surfacing, laser welding and precision argon welding can meet different work requirements.
12.Digital communication port, can realize remote control of welding (optional).
13.A variety of welding guns can be selected, equipped with hand-held welding gun can realize on-site surfacing, repair and other work, convenient and flexible, high efficiency.
Advantages of plasma surfacing
1The results show that the cladding alloy layer is metallurgical bonding with the workpiece substrate, and the bonding strength is high;
2The cladding speed is fast and the dilution rate is low;
3The surfacing layer has compact structure and beautiful appearance;
4It can directly carry out plasma surfacing on the surface of corroded and greasy metal parts without complicated pretreatment process;
5The surfacing process is easy to realize mechanization and automation;
6Compared with other plasma spray welding, the equipment is simple in structure, energy saving, easy to operate, and easy to maintain
Welding parameters
| Main technical parameters and models |
DML-V03AD |
||||
|
Ion welding |
Argon welding |
||||
| Continuous welding | Pulse welding |
Continuous welding |
Pulse welding | ||
| Dimensional arc current (a) |
3-20 |
||||
| Welding current (a) |
2-160 |
2-200 |
2-160 |
2-200 |
|
| Base current (a) |
2-160 |
2-160 |
|||
| Current rise time (s) |
0.0-5.0 |
0.0-5.0 |
|||
| Current drop time (s) |
0.0-5.0 |
0.0-5.0 |
|||
| Pulse welding time (MS) |
1-999 |
1-999 |
|||
| Welding interval (MS) |
10-999 |
10-999 |
|||
| Advance powder feeding time (s) |
0-5 |
||||
| Delayed powder feeding time (s) |
0-5 |
||||
| Early powder breaking time (s) |
0-5 |
||||
| Delayed powder breaking time (s) |
0-5 |
||||
| Gas protection time (s) |
1-20 |
1-20 |
|||
| Input voltage (V) |
Three phase 380V, 50Hz AC |
||||
| Rated input power capacity (kVA) |
9.2 |
||||
| Refrigerating capacity (W) |
3900 |
||||
| Load duration (%) |
60% |
||||
| Rated flow of cooling water M³/h |
1 |
||||
| Rated lift of cooling water M |
15 |
||||
| Weight (kg) |
152 |
||||
| Overall dimension (mm) |
700*490*1510 |
||||
Product application
1Steel, coal industry: cold (hot) roll, middle groove, wear-resistant plate, pick, etc.
2Electric power, cement industry: steam turbine blades, grinding roller, etc.
3Petroleum and chemical industry: surfacing of drill pipe, drill bit, valve, etc.
4Construction machinery, mining machinery industry: rotary digging teeth of shield machine, roller sprocket, excavator bucket teeth, crawler shoes, etc.
5Agricultural machinery: rotary tiller blades, etc.
PTA welding power supply V03AD with automatic


Customized colour of PTA welding system with V03AD