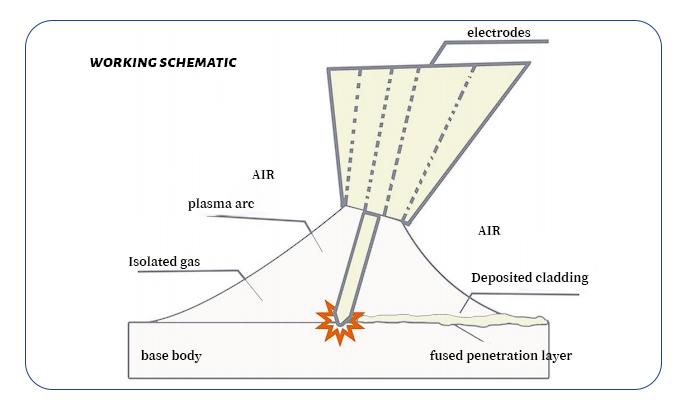
EDM biriktirme işleminin prensipleri
EDM biriktirme işlemi, metal elektrot ile ana malzeme arasında depolanan yüksek enerjinin anında yüksek frekanslı salınımını sağlayan bir güç kaynağıdır. Elektrot malzemesi ile ana malzeme arasında gaz iyonizasyonu gerçekleşir ve bir dizi mikro ark kanalı oluşur. Böylece ana malzemenin yüzeyinde anında yüksek sıcaklık mikro alanı oluşur. Elektrot malzemesi, mikro elektrik alanı içinde füzyon etkisi altında ana malzeme alt tabakasına kaynaklanarak metalurjik bağ oluşur. EDM işlemi, tekrarlanan anlık yüksek sıcaklık-soğutma mikro alanı işlemidir. Geleneksel kaynak işleminden farklıdır. Katı halde temelde yüksek sıcaklık artışı olmaz ve bu nedenle gerilim, deformasyon ve benzeri olaylar oluşmaz.
Teknik özellikler
Ark kaplama olarak da bilinen EDM biriktirme işlemi, elektrik kıvılcımı deşarjının ürettiği ısıyı kullanarak metalik malzemeleri eritip biriktiren bir işlemdir. Başlıca avantajları ve faydaları şunlardır:
1. Yüksek hassasiyet: EDM, akım ve voltajın hassas bir şekilde kontrol edilmesiyle gerçekleştirildiğinden, kaplama işlemi çok hassastır ve doğru şekil ve boyut kontrolü sağlanabilir.
2. Yüksek verimlilik: EDM kaplama nispeten hızlıdır ve iş parçasının aşınmış veya hasarlı kısımlarını hızla onarabilir veya iyileştirebilir, böylece verimliliği artırabilir.
3. Esneklik: Bu işlem, iş parçasının şekli ve boyutundan bağımsız olarak, çeşitli karmaşık şekiller ve küçük onarım alanları için uygundur.
4. Küçük ısıdan etkilenen bölge: Geleneksel kaynakla karşılaştırıldığında, EDM kaplamasının ısıdan etkilenen bölgesi küçüktür, bu da iş parçasının deformasyonu ve gerilimi üzerinde daha az etkiye sahiptir ve iş parçasının orijinal performansını korur.
5. Geniş malzeme seçeneği: Semente karbür, paslanmaz çelik, alüminyum alaşımları vb. dahil olmak üzere hemen hemen tüm metal malzemeler EDM kaplama ile onarılabilir veya iyileştirilebilir.
6. Çevre dostudur: EDM kaplama, füzyon kaynağına kıyasla daha az duman ve zararlı gaz yayar ve çevre üzerinde daha az etkisi vardır.
7. Çevrimiçi onarım: Üretim durdurulmadan, çalışan ekipmanlar üzerinde onarım yapılabilir, bu da bazı kritik ekipmanların bakımı için oldukça avantajlıdır.
Genel olarak, EDM biriktirme işlemi onarım ve güçlendirmenin hızlı, hassas, esnek ve çevre dostu bir yoludur.
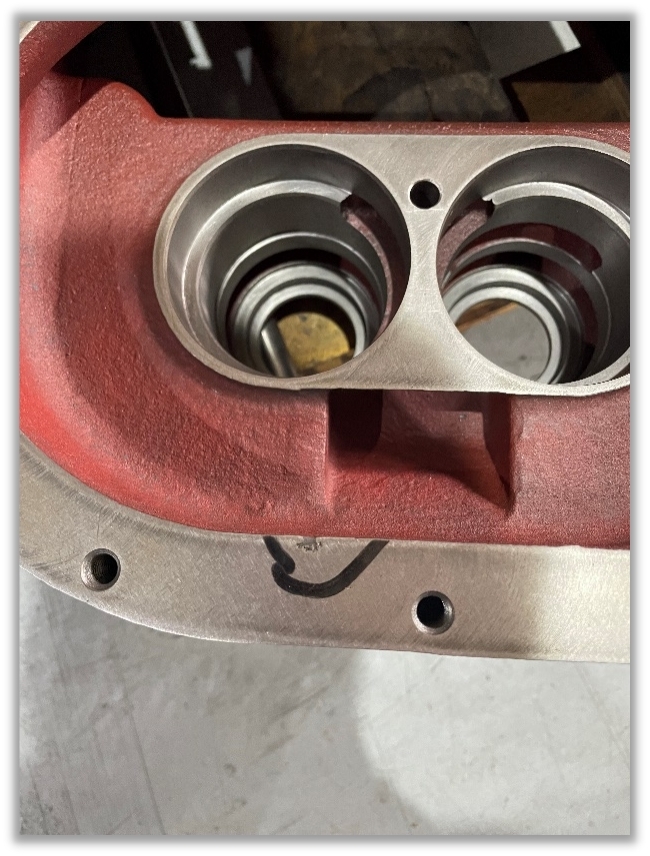 | |
| Onarımdan önce | Yeniden cilalama ve zımparalama işleminden sonra |

Dökme demir kabuk yüzey kusurlarının onarımı
EDM Yüzey Biriktirme İşlemi ile Geleneksel Yama Kaynağı Arasındaki Fark
EDM biriktirme yöntemi (Plazma Ark Kaynağı) ve geleneksel dolgu kaynağı (MIG Kaynağı) yaygın olarak kullanılan kaynak teknolojileridir, ancak prensip, avantaj ve dezavantajlar ve uygulama kapsamı açısından bazı farklılıklara sahiptirler.
1. Prensip farklıdır: EDM biriktirme işlemi, kaynak ısı kaynağı olarak elektrik kıvılcımını kullanır ve yüksek frekanslı elektromanyetik alan aracılığıyla yüksek sıcaklıkta, düşük basınçlı elektrik kıvılcımı üreterek malzeme füzyonunu gerçekleştirir. Geleneksel dolgu kaynağı, ısı kaynağı olarak lityum oksit akım kaynak makinesini (MIG tabancası) kullanır ve kaynak alanını lityum oksit alkan (CO2) veya azot oksit alkan (Argon) gibi gazlarla koruyarak kaynak işlemini gerçekleştirir.
2. Hassasiyet farklılıkları: EDM biriktirme yöntemi, yüksek hassasiyet ve kaynak kapsülü yoğunluğu sunarak yüksek hassasiyet ve mukavemet gerektiren kaynaklar için uygundur. Geleneksel dolgu kaynağı, birçok uygulamada iyi performans gösterse de, EDM biriktirme yöntemine göre biraz daha düşük hassasiyet ve kaynak kapsülü yoğunluğuna sahiptir.
3. Farklı uygulama kapsamı: EDM biriktirme işlemi, çelik, alüminyum, nikel, kurşun vb. dahil olmak üzere çeşitli metal malzemelere uygulanabilir ve geniş bir uygulama yelpazesine sahiptir. Geleneksel onarım kaynağı esas olarak elyaf kauçuk, alaşım, alüminyum ve diğer malzemelere uygulanır ve uygulama kapsamı nispeten dardır.
4. Farklı çevresel performans: EDM biriktirme işlemi tehlikeli atık üretmez ve daha iyi bir çevresel performansa sahiptir. Geleneksel dolgu kaynağında, koruyucu gaz olarak lityum oksit (CO2) kullanılırsa, tehlikeli atık üretebilir ve çevreyi etkileyebilir.
5. Uygulama zorluklarındaki farklılıklar: EDM biriktirme işleminin uygulanması nispeten basittir ve yüksek manevra kabiliyetine sahiptir. Geleneksel dolgu kaynağı ise uygulama zorluğu açısından daha karmaşıktır ve daha fazla beceri ve deneyim gerektirir.
Kısacası, EDM biriktirme işlemi ile geleneksel dolgu kaynağı arasında prensip, hassasiyet, uygulama kapsamı, çevresel performans ve operasyonel zorluk açısından bazı farklılıklar vardır. Uygulamanın özel ihtiyaçlarına ve malzeme türüne göre en uygun kaynak teknolojisini seçebilirsiniz.
İlgili Ürün Bağlantıları
https://www.ourcladding.com/akıllı-edm-kaplama-onarım-makinesi-esd-9100-ürünü/
https://www.youtube.com/watch?v=8vFi1XloPQI
Gönderi zamanı: 08 Nis 2024