Сварка TIG (TIG-сварка, сварка вольфрамовым электродом в среде инертного газа) — это разновидность дуговой сварки с использованием неплавящихся вольфрамовых электродов в среде инертного газа (в основном аргона). Этот процесс широко известен своими высококачественными результатами сварки и применим к широкому спектру свариваемых материалов, особенно для сварки нержавеющей стали, алюминия, магния и его сплавов, а также других тугоплавких или легко окисляющихся металлических материалов.
Принцип работы сварки TIG
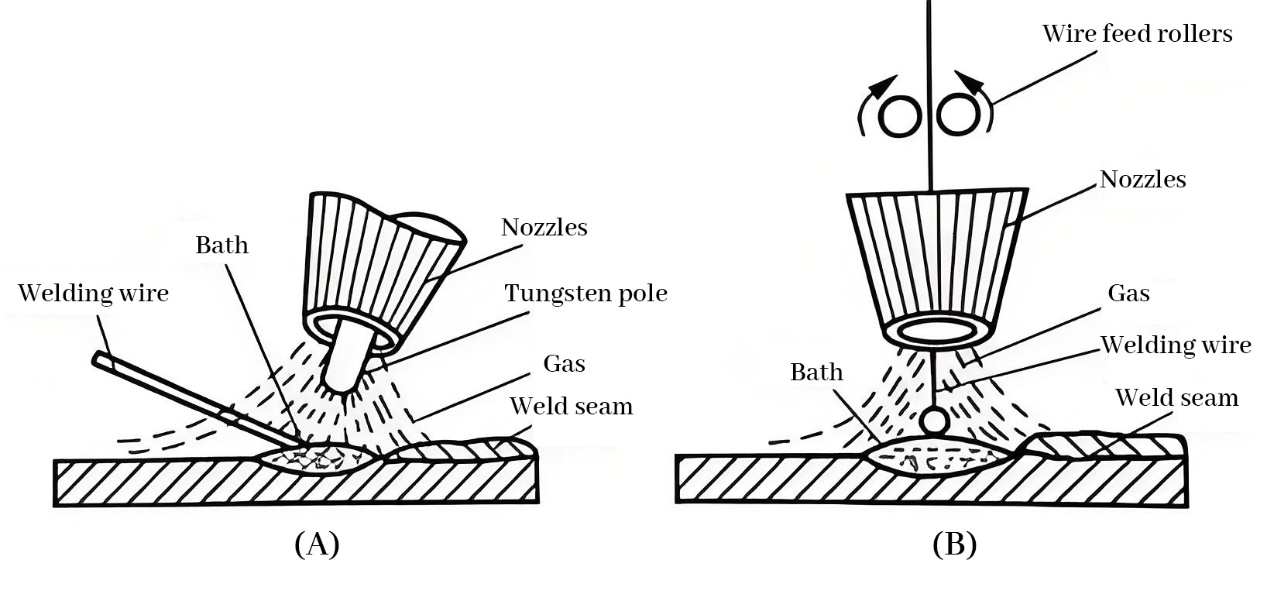
Основной принцип сварки TIG заключается в создании дуги между вольфрамовым электродом и заготовкой. Высокая температура дуги, создаваемая дугой, расплавляет заготовку, образуя сварное соединение. В процессе сварки вольфрамовый электрод не плавится, а инертный газ (обычно аргон) защищает зону дуги и сварочную ванну, предотвращая попадание кислорода, азота и других загрязняющих веществ в сварной шов, обеспечивая высокое качество сварки.
Компоненты сварки TIG
1. Сварочный аппарат: используется для подачи тока и регулирования мощности дуги.

2. Вольфрамовый электрод: как неплавящийся электрод, он обладает высокой термостойкостью, не подвержен сгоранию, благодаря своим характеристикам очень подходит для сварки TIG.
3. Горелка: основной инструмент для сварки TIG. Горелка содержит вольфрамовый электрод, а через сопло горелки подается инертный газ, защищающий дугу и сварочную ванну.
4. Инертный газ (аргон): в основном используется для защиты дуги и сварочной ванны, чтобы избежать загрязнения зоны сварки кислородом и азотом из воздуха.
5. Присадочный металл (опционально): при необходимости можно использовать присадочную проволоку ручной наплавки в качестве дополнения к сварочному материалу.
Преимущества сварки TIG
1. Высокое качество сварки: благодаря защитному эффекту аргона процесс сварки не подвержен окислению, шов получается гладким, без брызг, меньше дефектов сварки.
2. Высокая точность сварки: подходит для сварки тонких пластин, прецизионных деталей, может контролировать небольшую дугу, обеспечивая очень точную сварку.
3. Возможность применения для различных материалов: сварка TIG подходит для сварки различных материалов, особенно нержавеющей стали, алюминия, титана, никеля и его сплавов, а также других цветных металлов.
4. Гибкость в эксплуатации: можно сваривать в различных положениях, подходит для сварки в различных положениях (сварка в нижнем положении, вертикальная сварка, сварка сзади и т. д.).
Недостатки сварки TIG
1. медленнее: из-за тонкой работы скорость сварки относительно низкая, особенно на больших площадях или при сварке толстых пластин она не так эффективна, как другие методы.
2. сложность и высокая стоимость оборудования: необходимость использования специализированного оборудования, такого как вольфрамовые электроды, подача инертного газа и т. д., что увеличивает стоимость и сложность сварки.
3. высокие требования к навыкам оператора: требования к навыкам оператора высоки, новичкам сложнее освоить эти навыки, особенно в части поддержания стабильности дуги и контроля расплавленной ванны, требующей определенного опыта.
Применение сварки TIG
Сварка TIG широко применяется в следующих областях благодаря высокой точности и высокому качеству сварочного эффекта:
1. аэрокосмическая промышленность: сварка TIG обычно используется для сварки высокопрочных металлов и легких сплавов в аэрокосмической промышленности, таких как алюминий, магниевые сплавы, титан и т. д.
2. атомная промышленность: потребность в высокой прочности, коррозионной стойкости и высокотемпературных свойствах свариваемых материалов, таких как нержавеющая сталь и сплавы на основе никеля.
3. Автомобильная промышленность: в основном используется для высокоточной сварки автомобильных деталей, особенно кузовов из алюминиевого сплава и выхлопных труб из нержавеющей стали.
4. Нефтехимическая промышленность: дуговая сварка TIG широко применяется при сварке резервуаров из нержавеющей стали, алюминия и трубопроводов.
5. Судостроительная промышленность: используется для сварки судов из тонколистового металла, алюминиевых сплавов и деталей из нержавеющей стали.
Этапы процесса сварки TIG
1. Подготовка:
Очистите зону сварки и удалите с поверхности загрязнения, такие как смазка и окислившаяся пленка.
В зависимости от толщины обрабатываемой детали подберите соответствующий диаметр вольфрамового электрода.
Установите соответствующий сварочный ток и расход аргона.
2. Зажигание: высокочастотная дуга или контактная дуга зажигания, при которой дуга образуется между вольфрамовым электродом и заготовкой.
3. Управление расплавленной ванной: сварщику необходимо контролировать длину и положение дуги, контролировать размер и форму расплавленной ванны, чтобы обеспечить равномерный сварной шов.
4. Присадочный металл (опционально): если требуется дополнительный сварочный материал, проволоку можно заправлять вручную, пока дуга плавит металл.
5. Гашение дуги и охлаждение: После завершения сварки медленно погасите дугу и продолжайте пропускать аргоновый газ для охлаждения, чтобы предотвратить окисление сварного шва и вольфрамового электрода.
Меры предосторожности при сварке TIG
1. Выбор и шлифовка вольфрамового электрода: тип и форма вольфрамового электрода (форма наконечника) оказывают большое влияние на стабильность дуги, при выборе подходящего вольфрамового электрода (например, церий-вольфрам, ториевый вольфрам, чистый вольфрам и т. д.) следует учитывать сварочный материал.
2. Регулировка расхода газа: слишком большой или слишком маленький расход аргона повлияет на эффективность сварки, слишком большой расход может привести к турбулентности потока газа, слишком маленький расход не обеспечит достаточной защиты.
3. защитные меры: при сварке TIG температура дуги высокая, присутствует световое излучение, сварщикам необходимо надевать защитные маски, перчатки и другие средства защиты, чтобы избежать ожогов или повреждения глаз светом дуги.
4. Контроль температуры сварочной ванны: необходимо всегда следить за температурой сварочной ванны в процессе сварки, чтобы не допустить перегрева, приводящего к деформации заготовки или дефектам сварки.
Распространенные дефекты сварки TIG
1. пористость: недостаточный поток защитного газа или поверхность заготовки не чистая, что может привести к образованию пор.
2. не сплавлено: сварочный ток недостаточен или выполнен неправильно, в результате чего сварной шов и деталь не сплавлены полностью.
3. Трещины: Трещины могут возникнуть, если охлаждение во время сварки происходит слишком быстро или если заготовка имеет слишком большое внутреннее напряжение.
Сварка TIG (аргонодуговая сварка) — широко применяемый процесс, обеспечивающий высокое качество сварки, особенно подходящий для металлических материалов, к качеству которых предъявляются высокие требования. Однако из-за сложности процесса и высокой стоимости оборудования он обычно применяется в случаях, когда к качеству сварки предъявляются высокие требования. Освоение технологии аргонодуговой сварки требует от сварщиков большого опыта и высокой технической квалификации.
Время публикации: 30 сентября 2024 г.