Плазменная горелка с переносом дуги (PTA) является центральным элементом плазменно-переносной дуговой установки (PTA), отвечая за генерацию плазменной дуги и точную доставку легирующего порошка в зону сварки. Её конструкция и принцип работы отличаются от обычной сварочной горелки, обеспечивая более высокую точность и стабильность.
1. Конструктивные элементы
TheСварочная горелка PTAв основном состоит из следующих частей:
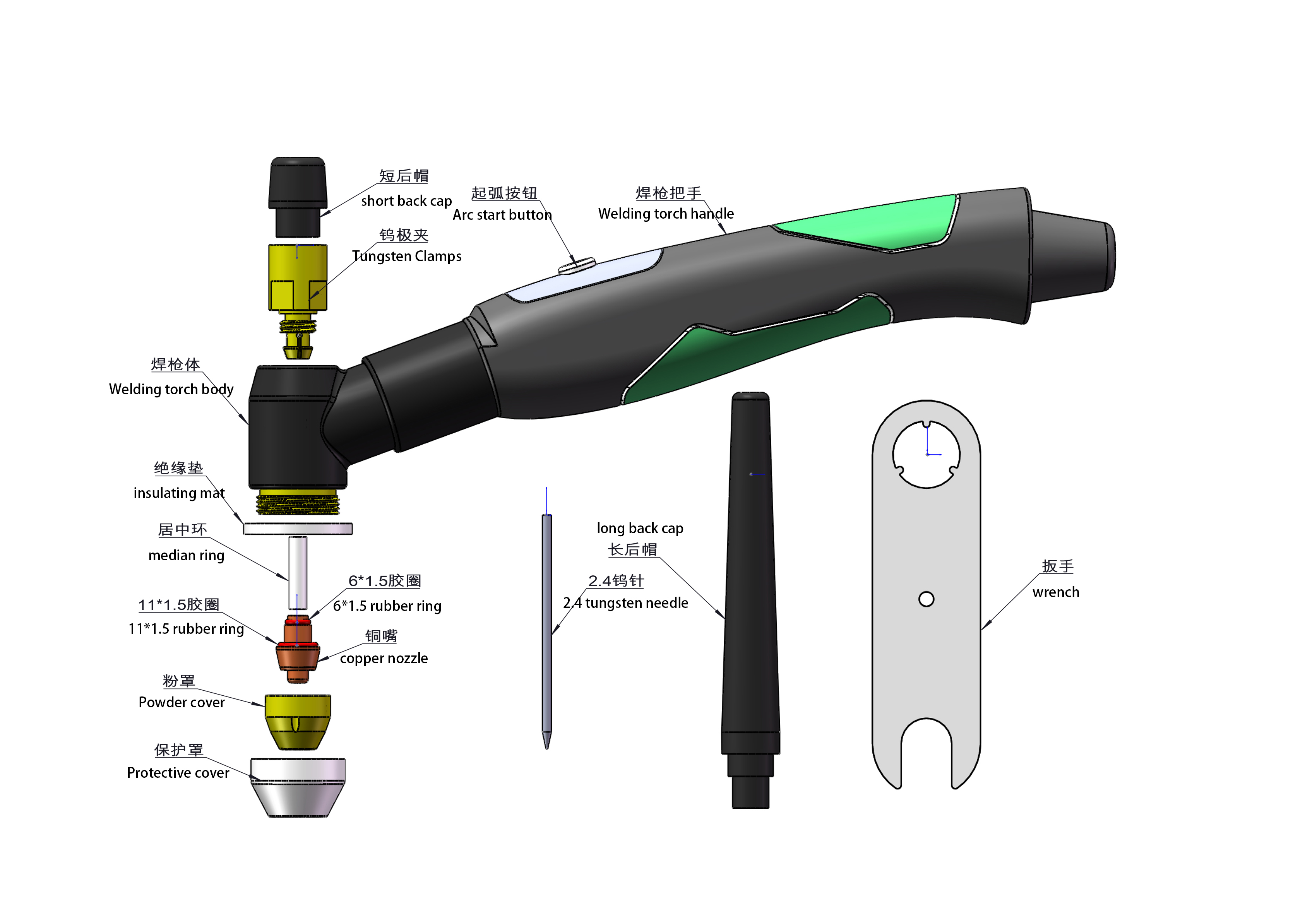
Катод (вольфрамовый электрод): основной компонент для создания плазменной дуги, обычно изготавливаемый из высокотемпературного и коррозионно-стойкого вольфрамового материала.
Анод (сопло): направляет плазменную дугу и концентрирует столб дуги, обычно изготавливается из меди для улучшения рассеивания тепла.
Система подачи порошка: используется для равномерной подачи порошка сплава в плазменную дугу, благодаря чему он плавится и осаждается на поверхности заготовки.
Канал защитного газа: в качестве плазменного газа и защитного газа для предотвращения окисления в зоне сварки обычно используют аргон или гелий.
Система охлаждения: Для обеспечения стабильности работы сварочной горелки при работе в условиях высоких температур используется водяное охлаждение.
2. Принцип работы
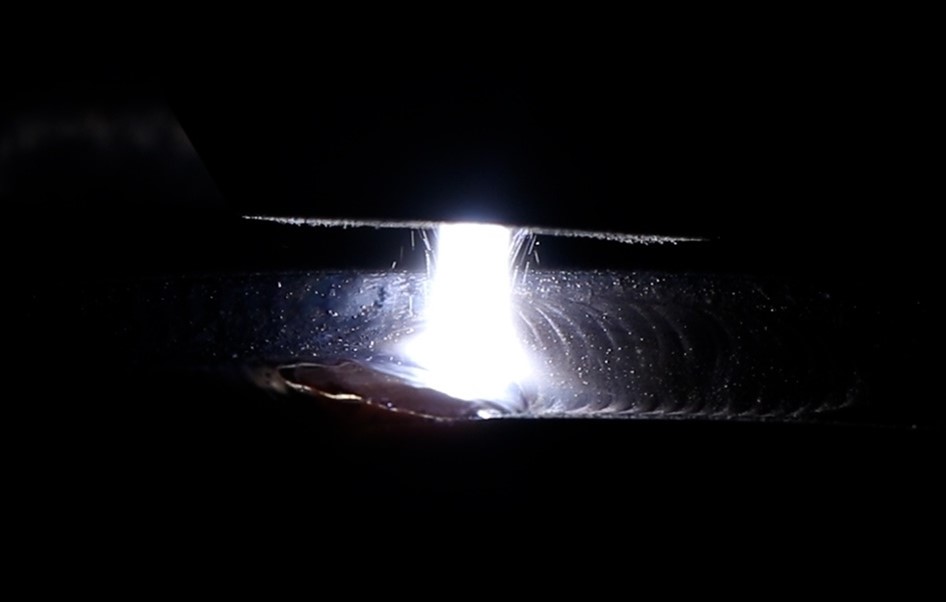
Стадия зажигания дуги: высокочастотный и высоковольтный импульс создает непереходную дугу между вольфрамовым электродом и соплом (малый ток, стабильное зажигание дуги).
Формирование плазменной дуги: плазменный газ (например, аргон) подается через сопло, путем высокотемпературной ионизации дуги превращается в высокоэнергетическую плазму, и через сопло на поверхность заготовки образуется переходная дуга (основная дуга).
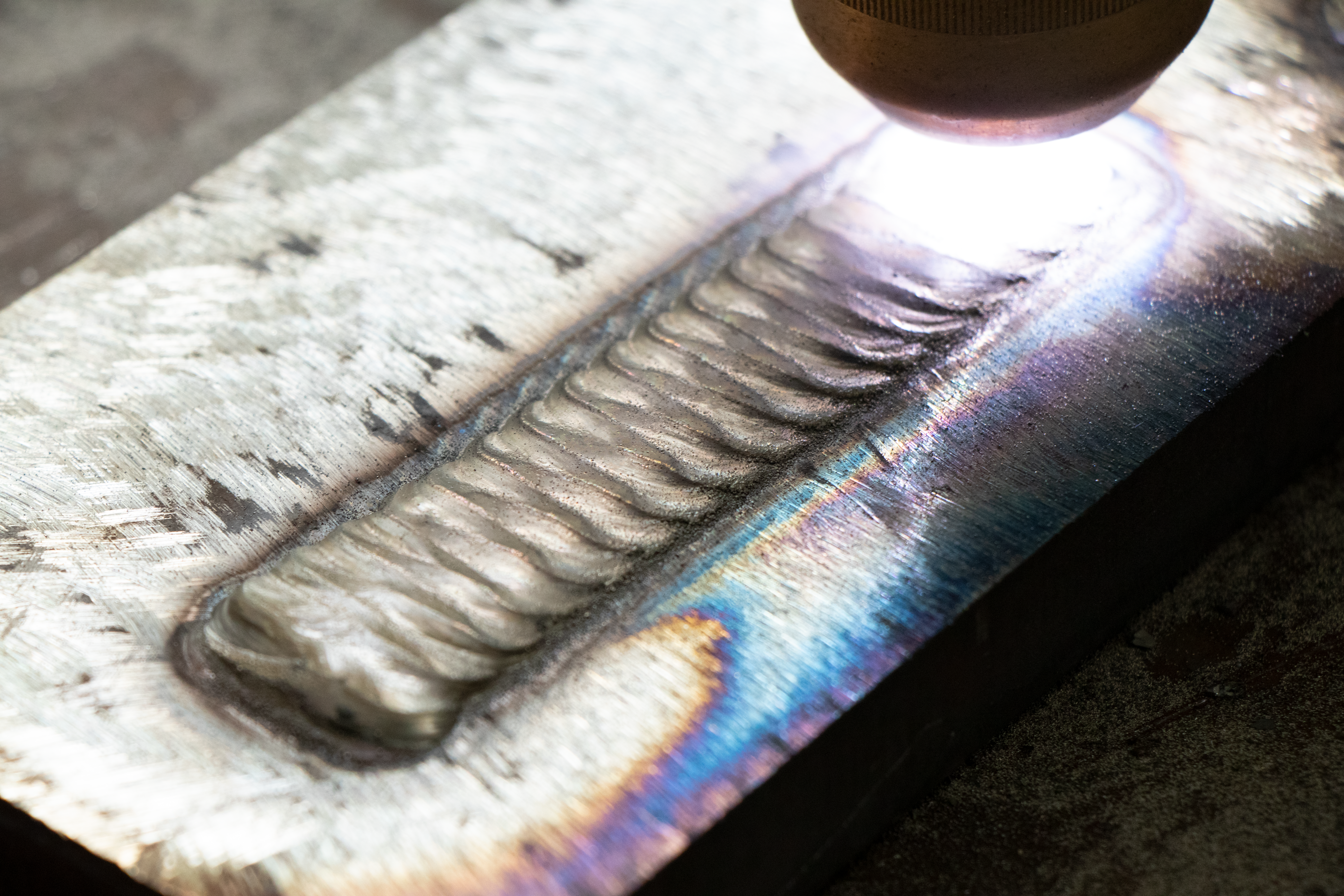
Подача и плавление порошка: порошок сплава равномерно подается в зону плазменной дуги через питатель порошка, мгновенно расплавляется и распыляется на поверхность детали, образуя плотное покрытие.
Металлургическая связь: расплавленный порошок металлургически связывается с основным материалом, образуя высокопрочный, износостойкий облицовочный слой.
3. Особенности и преимущества
Высокая плотность энергии: длинные тонкие столбы дуги, высокие температуры (до 20 000 °C), точный контроль глубины расплава и толщины покрытия.
Малая зона термического влияния: снижает деформацию подложки и термические напряжения, улучшает размерную стабильность заготовки.
Высокий коэффициент использования материала: коэффициент использования порошкового материала составляет более 90%, что является экономичным.
Превосходное качество покрытия: плотное покрытие, отсутствие пористости, высокая прочность металлургического сцепления, отличная стойкость к истиранию и коррозии.
4. Распространенные материалы и области применения
Легированные порошковые материалы: порошки из сплавов на основе кобальта, никеля, железа, карбида вольфрама и других износостойких, коррозионно-стойких сплавов.
Типичные области применения:
Нефть и газ: Износостойкие и коррозионностойкие покрытия для клапанов, буровых долот и корпусов насосов.
Машиностроение: укрепление и ремонт поверхностей валов, валков, шестерен, пресс-форм.
Металлургическая промышленность: наплавка и ремонт валков, кристаллизаторов, седел клапанов и других деталей.
5. Меры предосторожности при использовании
Защита вольфрамового электрода: предотвращает окисление и выгорание, продлевает срок службы электрода.
Охлаждение сопла: поддерживайте хороший эффект водяного охлаждения, чтобы избежать повреждения сопла из-за перегрева.
Стабильность подачи порошка: обеспечьте равномерную подачу порошка, чтобы избежать неравномерной толщины покрытия или дефектов шлакования.
Меры предосторожности: работа с высокими температурами и высоким напряжением, необходимо использовать защитные маски, перчатки и другие средства безопасности.
6. Сравнение с другими методами сварки
При плазменно-дуговой сварке (PAW): сварка PTA в основном используется для плакирования и укрепления поверхности, тогда как PAW в основном используется для сварки с проплавлением.
Сравнение с лазерной наплавкой: сварка плазменной наплавкой дешевле и применима к более широкому спектру материалов; однако лазерная наплавка имеет меньшую зону термического влияния и более высокую точность.
При плазменном напылении: плазменно-порошковая сварка — это металлургическое соединение, высокая прочность покрытия; плазменное напыление — это механическое соединение, подходит для нанесения тонкослойных покрытий.
Время публикации: 19 февраля 2025 г.