I. Обзор принципов
Плазменная наплавка – это передовой процесс наплавки, использующий водородную плазменную дугу в качестве источника нагрева и порошковый сплав в качестве присадочного материала. По сравнению с традиционной электросваркой, водородной дуговой сваркой и другими методами наплавки, плазменная порошковая наплавка отличается литьём под давлением, возможностью контроля глубины расплава, высокой прочностью сцепления, хорошей плотностью, простотой автоматизации и другими характеристиками, поэтому она также является наиболее подходящим вариантом для предприятий, производящих арматуру, для получения лицензии на производство специального оборудования.
Компании, производящие арматуру, подают заявку на получение лицензии на изготовление специального оборудования (TS) уровня А, соответствующий отдел сертификации требует наличия необходимого оборудования.
Рабочий процесс оборудования для плазменно-порошковой наплавки
(1) Генерация дуги
В оборудовании используются два типа дуговых генераторов: для подачи дуги без переноса и дуги с переносом. Отрицательные полюса двух источников питания соединены параллельно и подключены к отрицательному полюсу сварочного пистолета кабелем. Положительный полюс источника питания дуги без переноса соединен кабелем с соплом штабелирующего пистолета, а положительный полюс источника питания дуги с переносом – с заготовкой. Охлаждающая вода подается к сварочному пистолету по водоохлаждаемому кабелю для охлаждения сопла и электрода. Водород поступает в наплавочный пистолет через электромагнитный клапан и поплавковый расходомер. При включении источника питания дуга без переноса зажигается высокочастотной искрой. Дуга без переноса зажигается токопроводящей дорожкой, образованной пламенем дуги без переноса между электродом без переноса и заготовкой. После зажигания дуги с переносом она может поддерживать или отключать дугу без переноса.
Сохранение или отключение непереносной дуги. Основное применение переносной дуги на поверхности детали — создание расплавленной ванны.
(2) выход сварочного порошка
Легирующий порошок непрерывно подается дозатором в необходимом количестве и подается в сварочную горелку с помощью потока воздуха (обычно водорода) и вдувается в дугу. Легирующий порошок в столбе дуги предварительно нагревается, находится в расплавленном или полурасплавленном состоянии, распыляется в сварочную ванну изделия, в сварочной ванне полностью расплавляется и выпускается.
Ванна полностью расплавляется, газ выпускается, а шлак всплывает.
(3) Регулировка параметров
Регулируя ток переносной и непереносной дуги, количество подаваемого порошка и другие параметры процесса, можно контролировать плавление порошка сплава и передачу тепла заготовке. При относительном движении сварочной горелки и заготовки расплавленная ванна сплава постепенно затвердевает, образуя на заготовке желаемый слой сплава.
На заготовке получается необходимый слой сплава.
Характеристики процесса плазменной порошковой наплавки
Плазменная наплавка, обусловленная использованием плазменной дуги в качестве источника тепла и применением легированного порошка в качестве присадочного металла, имеет много преимуществ по сравнению с другими методами поверхностной наплавки.
По сравнению с другими методами облицовки поверхностей он имеет множество преимуществ.
• (1)высокая скорость наплавки, высокая производительность.
• (2) Контролируемая глубина плавления, низкая скорость разбавления.
• (3) Поверхность наплавки ровная и гладкая, высокой плотности, за один раз можно наплавить поверхность толщиной 0,5-5 мм.
• (4) Стабильность процесса хорошая, качество слоя наплавки высокое, можно в течение длительного времени непрерывно получать стабильный поверхностный слой и поверхность наплавки без пористости, нет пористости, трахомы и других проблем с качеством поверхности на поверхности наплавки.
• (5) Приготовление порошка из сплава простое, использование широкого спектра материалов, вы можете выбрать порошковые сварочные расходные материалы на основе сверла, цзинь, железа, меди, и его можно напрямую формулировать в соответствии с рабочими условиями.
• (6) Он может быть оснащен специальными машинами и роботами в соответствии с требованиями, что позволяет легко реализовать автоматизацию и снизить трудоемкость.
II. Состав оборудования
Оборудование в основном состоит из аппарата плазменной порошковой сварки и автоматического сварочного инструмента (опционально).
1. Аппарат для плазменно-порошковой наплавки
Наша компания производит три модели установок плазменной наплавки: DML-V02BD (100A), DML-V03AD (160A) и DML-V03BD (300A). Мощность оборудования варьируется в зависимости от конкретных условий эксплуатации. В качестве источника питания используется высокоинтегрированная система.
Блок питания хоста имеет высокоинтегрированную конструкцию, превосходную производительность и малый объем, а холодильный бак оснащен мощным компрессором, который может поддерживать постоянную температуру охлажденной воды в течение длительного времени, обеспечивая непрерывную работу в течение длительного времени.
Он способен поддерживать постоянную температуру охлажденной воды в течение длительного времени и обеспечивать непрерывную работу в течение длительного времени.

Рис. 1 Интеграция нескольких установок плазменной порошковой наплавки
2.Автоматические машины для обработки поверхности
Для обработки поверхности уплотнений клапанов наша компания разработала ряд специальных наплавочных станков, применимых для эксцентриковых дисковых затворов, задвижек, шаровых кранов, запорных вентилей, регулирующих клапанов и других клапанов общего назначения в данной области, и поставляет их на завод Shanghai Valve Factory Co.
Ltd. и десятки производителей клапанов, такие как Zhejiang Lianda Valve Group Co.
Специализированная машина использует принцип общего позиционера и механического рычага с шаговым двигателем (дополнительный серводвигатель), линейным суппортом, маятником, устройством отслеживания давления дуги.
Станок оснащён шаговым двигателем (дополнительный серводвигатель), линейными направляющими, маятником, устройством слежения за давлением дуги (дополнительно) и т.д., что обеспечивает точность перемещения и низкий уровень вибрации. Специализированная система управления станком на основе ПЛК со встроенным контроллером.
Разнообразные программы наплавки могут быть запрограммированы для множества сложных изделий, более просты в эксплуатации, чем обычные системы ЧПУ.
Кроме того, по требованию заказчика может быть добавлена система ЧПУ. Поворотный механизм приводится в движение прецизионным поворотным опорным механизмом, обладающим высокой грузоподъёмностью и точностью вращения, а поворотный механизм приводится в движение прецизионным поворотным опорным механизмом.
Поворотный механизм приводится в движение прецизионным поворотным опорным механизмом с подшипником высокой нагрузки и высокой точностью вращения и управляется серводвигателем, что обеспечивает точность угла поворота.
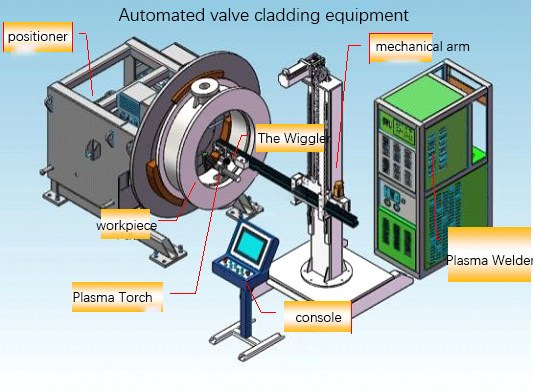
Рис.2 Схема базовой конструкции автоматической плакировочной машины клапана
III. Эффектные фотографии

Рис.3 Фотографии части наплавки уплотнительной поверхности клапана
Время публикации: 28 октября 2024 г.