DXB-NC301 Консольная плазменная наплавочная система



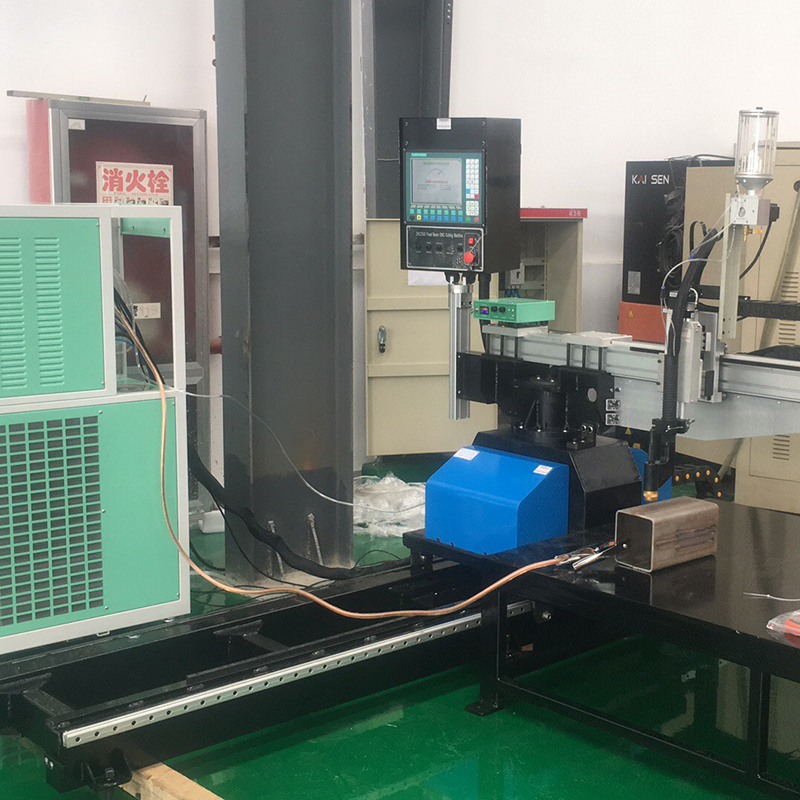
Характеристики оборудования
Шагающий механизм приводится в движение импортной линейной направляющей, прецизионным червячным редуктором и шаговым двигателем, с малым зазором трансмиссии, высокой жесткостью, стабильной и надежной работой и удобной интеграцией.
Высокая степень автоматизации, автоматизация сварочного процесса.
Результаты показывают, что слой сплава металлургически связан с подложкой заготовки, а прочность связи высокая;
Скорость наплавки высокая, а степень разбавления низкая; степень разбавления при плазменной наплавке порошка можно контролировать в пределах 5% - 10% или менее.
Наплавочный слой имеет компактную структуру и красивый внешний вид; процесс наплавки легко реализует эффективное автоматическое производство, повышает производительность труда и снижает трудоемкость.
Применимые продукты
Подходит для выравнивания и ремонта поверхностей плоских изделий.
| Элементы конфигурации | Модель и бренд | Описание основных параметров |
| Поперечная балка подвески с фиксированным рычагом | Исследование и управление шаговым двигателем | Эффективный ход 1900 мм |
| Механизм подъема сварочной горелки | Исследование и управление шаговым двигателем | Эффективный ход 150 мм |
| Прогулочная база | Исследование и управление шаговым двигателем | Эффективный ход 2300 мм |
| Отслеживание напряжения дуги | Интеграция нескольких видов древесины | |
| Текущее сообщение | 485-я связь | |
| Рабочая платформа | индивидуальный | |
| Консоль | Программирование двухкоординатной системы ЧПУ, оснащенной ручным кнопочным пультом управления. | |
| Справочный след | Длина составляет 3600 мм, ширина — 3400 мм, высота — 1900 мм. | |
-

Сварочный аппарат для точного ремонта HRWS
-

Автоматизированное сварочное оборудование для шаровых кранов DQF-LC602
-

интегрированная многофункциональная плазменная порошковая сварка...
-

ДММП-01 Сварочный станок с числовым программным управлением для...
-

Интеллектуальный электроэрозионный станок для ремонта наплавки — ESD-9100
-

высокая интеграция, интегрированная плазменная порошковая сварка...





