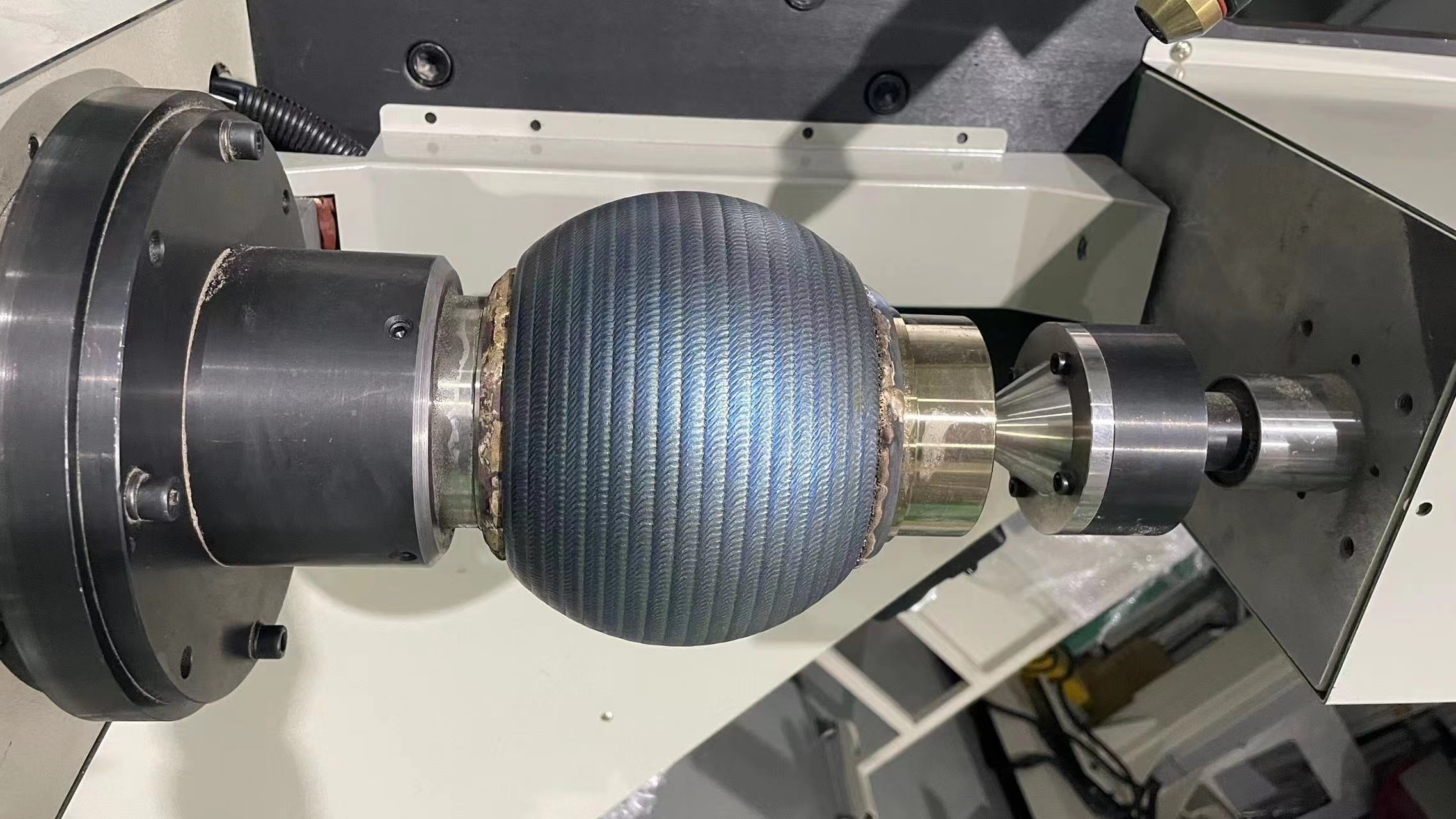
Как наплавить шаровой клапан методом плазменной наплавки
Компания Shanghai Duomu имеет богатый опыт в наплавке арматуры методом плазменно-порошковой сварки.
Именно при нанесении Co6 осадок получается прозрачным и жидким, скорость разбавления контролируема, и трещин нет.
Уведомление:
А. Это может привести к окислению гранул, когда поверхностный материал подвергается воздействию высокой температуры, что легко может привести к
оксиды попадают в расплавленную ванну, если вы не действовали должным образом, то они доступны для выхода из поры.
Б. Наплавка имеет форму дуги, поэтому при покачивании шва шлаковые включения с обеих сторон шва легко удаляются. Поэтому необходимо учитывать время паузы.
C. Рекомендуемый режим сварки - покачивания + поступательное движение с низкой скоростью, чтобы снизить слишком высокую скорость нахлеста, приводящую к образованию трещин в сварном шве из-за чрезмерного напряжения.
Параметры следующие, в качестве справки
| Заготовка | Шаровой клапан | ||||
| Диаметр | 165 мм | ||||
| Порошок для наплавки | Co 6 | ||||
| Толщина покрытия | 2,5 мм | ||||
| Тип облицовки | родительско-учительская ассоциация | ||||
| Режим оборудования | V03BD+инструмент для шарового клапана | ||||
| Время предварительного нагрева | 2H | ||||
| Режим предварительного нагрева | Электрическое отопление | ||||
| Мин. температура предварительного нагрева | 150 ℃ | ||||
| Макс. температура между проходами | 350℃ | ||||
| Режим всплытия | Покачивание + Прогрессия | Текущий параметр | Защитный газ | ||
| Скорость поворота | 0,31 об/мин | Основной ток дуги | 80А | Газ | Ar |
| Ширина покачивания | 8,8 мм | Базовое значение тока | 45А | Газ для подачи порошка | 3,5 л/мин |
| Скорость покачивания | 20 мм/с | Ток пилотной дуги | 20А | Ионный газ | 1,2 л/мин |
| Осталось время паузы | 0,3 с | Скорость подачи порошка | 20 г/мин | Защитный газ | 10 л/мин |
| Пауза в нужное время | 0 с | Увеличить время | 0,1 с | ||
| Расстояние прогрессии | 6,7 мм | Время падения | 0,5 с | ||
| Скорость прогрессирования | 1,4 мм/с | время щита | 10-е | ||
| Температура сохранения тепла | 450℃ в течение 2–2,5 ч | ||||
| Температура при постукивании | Охлаждать на воздухе до 300℃ | ||||

Видео
Время публикации: 03 ноября 2022 г.