máquina de soldagem a arco de plasma de micro precisão






Características
1、Folhas e chapas podem ser soldadas por soldagem a arco de plasma micro; a energia do arco é alta, a zona afetada pelo calor da soldagem é pequena e a deformação da soldagem é muito pequena;
2、A coluna de arco possui grande rigidez, efeito de furo pequeno, alta velocidade de soldagem e alta eficiência de produção, sendo de 3 a 6 vezes maior que a da soldagem a argônio comum;
3、Há poucos defeitos de solda, muitos materiais soldáveis e alta qualidade de soldagem;
4、Excelente produção repetitiva, contração do eletrodo no bocal, não é fácil de contaminar ou queimar;
5、O arco de plasma possui alta densidade de energia, alta temperatura da coluna de arco e forte capacidade de penetração;
6、A coluna em arco é esbelta e possui forte penetração. Peças de trabalho de paredes finas podem ser soldadas diretamente, reduzindo o tempo de preparação. Aços com espessura de 0,3 a 1 mm podem ser soldados e conformados em ambos os lados (soldagem unilateral e conformação bilateral) sem necessidade de ranhuras. A deformação por tensão é mínima.
Parâmetros do host Dml-v01a
| Máquina de soldagem a arco de plasma de micro precisão | |||
| Principais parâmetros técnicos e modelos | DML-V01A | ||
| Soldagem contínua | Soldagem por pulso | Soldagem por pulso de precisão | |
| Corrente de arco (a) | 2.0-5.0 | ||
| Corrente de soldagem (a) | 0,1-10-40 | ||
| Corrente de base (a) | 0,1-10-40 | ||
| Tempo de subida (s) | 0,0-5,0 | ||
| Tempo de descida (s) | 0,0-5,0 | ||
| Tempo de soldagem (MS) |
| 1-500 | 1-500 |
| Intervalo de tempo (MS) |
| 10-500 |
|
| Entrega aérea antecipada (s) | 1-10 | ||
| Atraso de tempo do gás (s) | 1-20 | ||
| Gás iônico (L/min) | 0,25-2,5 | ||
| Gás protetor (L/min) | 1-25 | ||
| Tensão de entrada (V) | AC220V, 50Hz | ||
| Capacidade de entrada nominal (kVA) | 1.1 | ||
| Taxa de duração do carregamento (%) | 60% | ||
| Peso (kg) | 28 | ||
| Dimensões externas da fonte de alimentação (mm) | 590*330*300 | ||
Vantagens
1、A espessura da fita de solda é menor do que a da soldagem a arco de argônio, geralmente de 0,3 a 0,5 mm. Ela pode ser soldada sem enrolamento e a qualidade da solda é boa.
2、Na soldagem automática contínua de tubos, a variação do comprimento do arco de plasma tem pouco efeito na qualidade da soldagem, diferentemente do que ocorre na soldagem a arco de argônio.
3、Quando a corrente de soldagem é muito pequena (menos de 3A), a estabilidade do arco de microplasma é boa, enquanto a estabilidade do arco de argônio é ruim.
4、Devido à concentração de calor, a velocidade de soldagem por arco de microplasma é maior do que a da soldagem por arco de argônio, e a produtividade é alta.
5、Capaz de soldar uma variedade de metais, incluindo aço inoxidável, metais não ferrosos e metais refratários.
Campos de aplicação
1、Componentes eletrônicos e elétricos (termopar, motor, chapa de aço silício, etc.)
2、Instrumentos, equipamentos médicos (foles metálicos, componentes de instrumentos de precisão, etc.)
3、A soldagem de metais especiais (como titânio, níquel, molibdênio e outros metais especiais) também pode ser realizada de forma eficiente.
4、Aeronáutica e aeroespacial (acessórios para aeronaves, acessórios para estações espaciais, relés, sensores de gás, etc.)
A soldagem contínua automática por arco de plasma em tubos de paredes ultrafinas é semelhante ao processo de soldagem por arco de compressão fechado. Uma manga isolante é instalada entre a manga da matriz de soldagem e a tocha de soldagem para garantir o isolamento confiável entre a tocha de soldagem a plasma e as peças metálicas. Ao mesmo tempo, o argônio protetor é selado em uma pequena câmara. Os parâmetros do processo de soldagem por arco de plasma em tubos de paredes ultrafinas são mais numerosos do que os da soldagem a arco de argônio. Além da corrente de soldagem, da velocidade de soldagem e do fluxo de gás protetor, também existem a vazão do gás de trabalho e a composição do gás protetor. Esses parâmetros afetam a qualidade da soldagem. A experiência mostra que os principais parâmetros do processo que afetam a produtividade na soldagem de tubos de paredes ultrafinas são a corrente de soldagem, a vazão do gás de trabalho e o diâmetro do orifício do bocal.
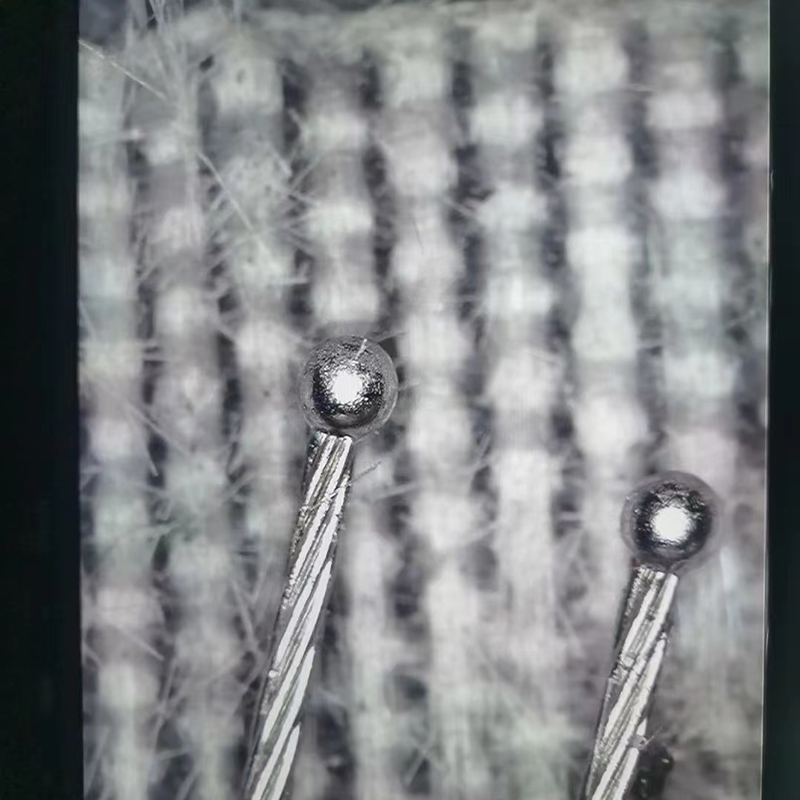
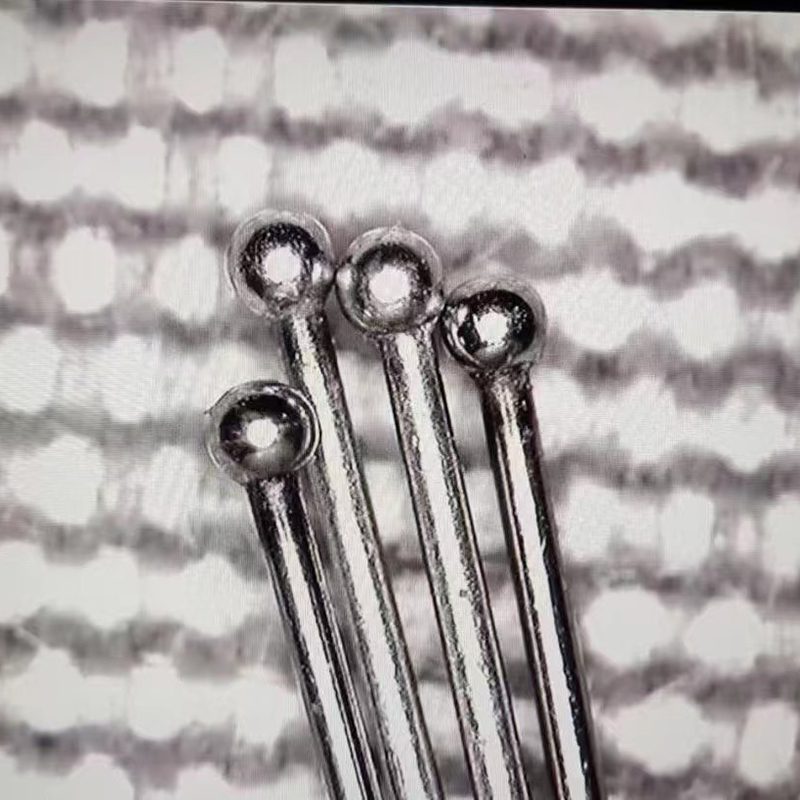
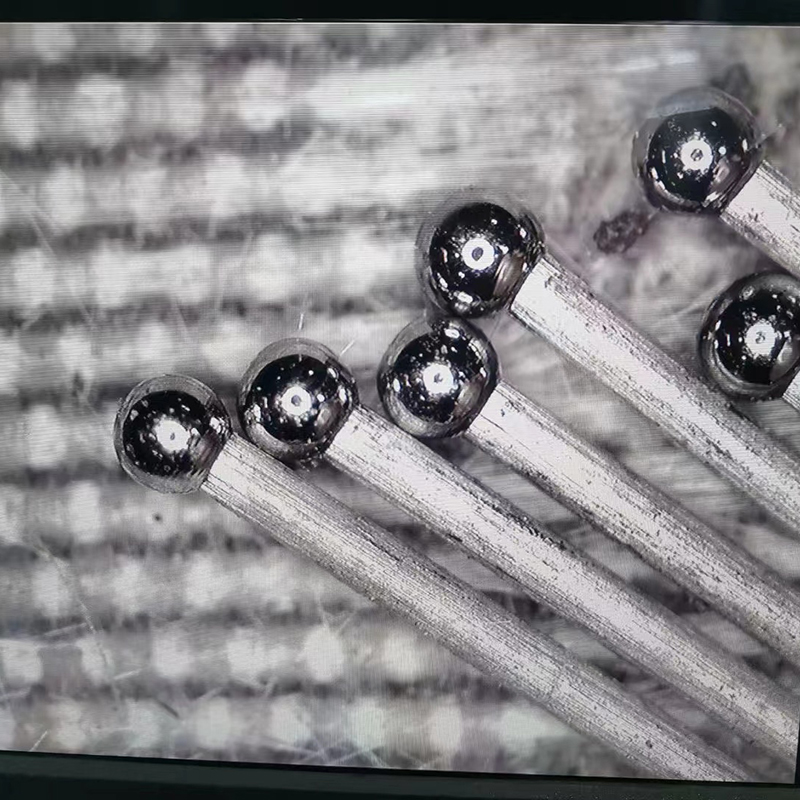
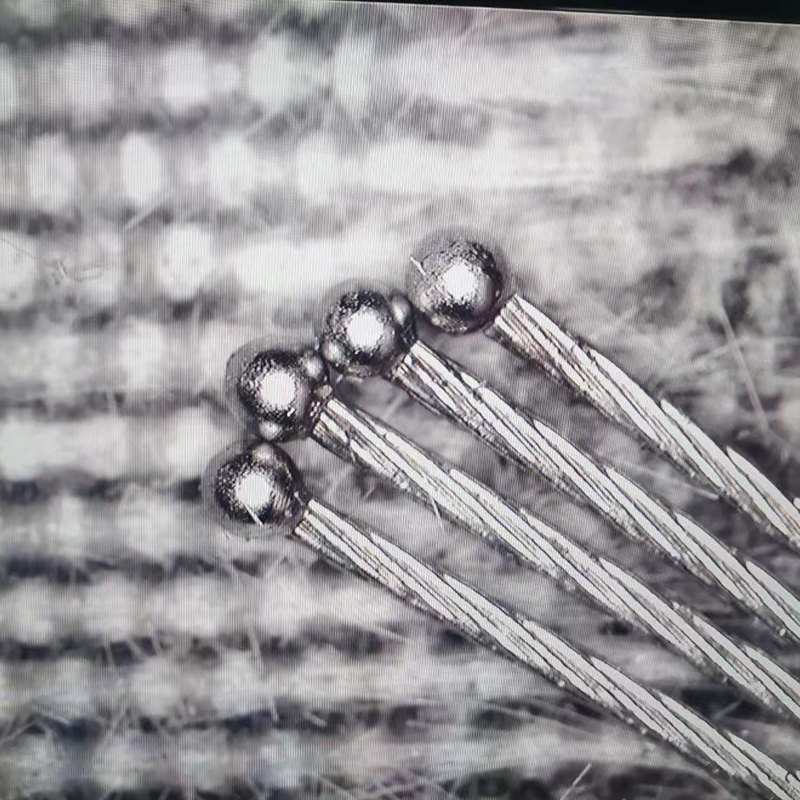
Exibição de imagem