Soldagem TIG (Soldagem com Gás Inerte de Tungstênio)A soldagem GTAW, também conhecida como soldagem a arco com eletrodos de tungstênio não fusíveis, é um tipo de processo de soldagem a arco que utiliza esses eletrodos, protegidos por um gás inerte (geralmente argônio). Suas principais características são a alta qualidade da solda, a formação de um cordão de solda limpo e a adequação para soldagem de alta precisão de diversos materiais metálicos.
Histórico do desenvolvimento da soldagem TIG
Originada na década de 1940 para a fabricação de estruturas de liga de alumínio para aeronaves, a tecnologia foi posteriormente amplamente utilizada nas indústrias de energia nuclear, construção naval, eletrônica e de equipamentos médicos, tornando-se uma das tecnologias de soldagem de precisão insubstituíveis na indústria moderna.
Princípio da soldagem TIG
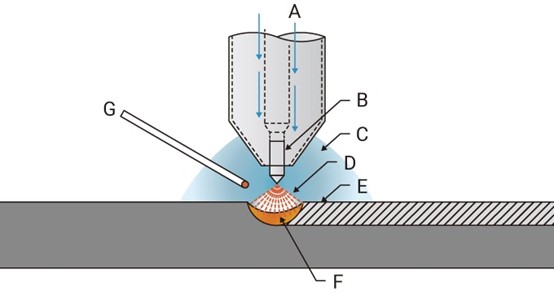
A soldagem TIG utiliza uma fonte de energia CC ou CA para fundir o metal através de um arco de alta temperatura gerado entre um eletrodo de tungstênio e a peça de trabalho. Um gás inerte protege a solda contra a contaminação por oxigênio e nitrogênio atmosféricos.
Componentes de equipamentos para soldagem TIG
- Unidade de alimentação: soldador de corrente constante CC ou CA
- Pistola de soldaIncluindo suporte para eletrodo de tungstênio, bocal de gás, sistema de refrigeração a água, etc.
- Eletrodo de tungstênio: tungstênio puro (W), tungstênio toriado (WT20), tungstênio cérico (WC20) e assim por diante.
- Sistema de gás de proteção: principalmente argônio, equipado com controlador de fluxo e cilindros de gás.
- Metal de adição (opcional): arame de solda compatível com o material base.
- Sistema de refrigeração: a soldagem de alta potência com tocha de soldagem refrigerada a água requer um sistema de refrigeração.
Parâmetros e pontos de controle do processo de soldagem TIG
| Item | Intervalo de parâmetros (exemplo) | Descrição do controle |
| Tipo atual | Corrente contínua (CC)/corrente alternada (CA) | CA para alumínio, CC para aço inoxidável |
| Tamanho atual | 15-300A | Depende da espessura da placa e do diâmetro do eletrodo. |
| Fluxo de gás | 8-15 L/min | Estável no ambiente sem fluxo excessivo de gás. |
| diâmetro do eletrodo de tungstênio | 1,0-4,0 mm | Eletrodos finos para placas finas |
| Ângulo da tocha de soldagem | Inclinação de 10 a 15° | Para proteção contra gases e espaço operacional favorável |
| Controle do comprimento do arco | 1-3 mm | Quanto menor o comprimento do arco, maior a profundidade de fusão. |
Materiais e métodos de soldagem aplicáveis à soldagem TIG
Materiais disponíveis para soldagem TIG
- Aço inoxidável (tipo austenítico, tipo duplex)
- Liga de alumínio (séries 6000 e 7000)
- Liga de magnésio, liga de titânio
- Cobre e suas ligas
- Ligas para altas temperaturas (Inconel, Hastelloy)
Diversas formas de soldagem TIG
•Soldagem de topo

•Solda de filete
•Soldagem TIG de tubos e chapas

•Soldagem TIG de um lado e moldagem de dois lados

Vantagens e desvantagens da soldagem TIG
Vantagens da soldagem TIG
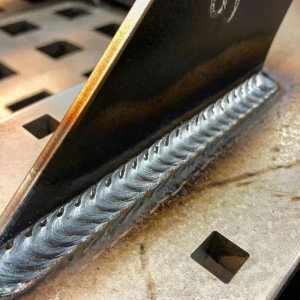
- Solda de alta qualidade, praticamente sem escória e porosidade.
- Solda de excelente qualidade, adequada para peças visíveis.
- Controle preciso da profundidade e largura da fusão
- Sem respingos, ambiente limpo
Desvantagens da soldagem TIG
- Velocidade de soldagem lenta
- Requisitos operacionais elevados
- Custos mais elevados (gás, eletrodo, sistema de refrigeração a água)
- Inadequado para soldagem de grandes espessuras e alto rendimento.
Aspectos técnicos da operação de soldagem TIG
Retificação de eletrodos
- Deve ser apontada até ficar com o formato de “ponta de lápis”.
- Superfície lisa, sem rebarbas
- Mantenha a direção de retificação consistente com o eixo.
Iniciação e fechamento do arco
- A iniciação do arco adota um modo de inicialização de alta frequência para evitar o contato com o material base.
Antes de fechar o arco, o gás deve ser desligado com um pequeno atraso para garantir que a solda não oxide durante o processo de resfriamento (proteção contra gases de retorno).
Habilidades de Operação Manual
- Estabilize a mão e mantenha os olhos fixos na poça de metal fundido.
- Mova-se a uma velocidade uniforme para evitar trepidação.
- Alimentação de fio sincronizada, ritmo consistente
Problemas comuns e medidas preventivas na soldagem TIG
| Tipo de defeito | Possíveis causas | Medidas preventivas |
| Buracos de gás | Fluxo de gás insuficiente, contaminantes | Mantenha o gás puro e limpe a superfície do material base. |
| Rachaduras | Pré-aquecimento insuficiente, resfriamento muito rápido | Controle a taxa de resfriamento, pré-aquecimento adequado |
| Falha na fusão | Corrente baixa, movimento muito rápido | Ajuste os parâmetros atuais e diminua a velocidade de soldagem. |
| Soldando Tumores | Controle instável da massa de água derretida, alimentação excessiva | Aprimore suas habilidades de manuseio e utilize a quantidade correta de arame. |
Considerações de segurança e ambientais ao usar a soldagem TIG.
- Use máscara com proteção UV para evitar queimaduras causadas pelo arco elétrico.
- Mantenha uma boa ventilação para evitar o acúmulo de gás argônio.
-Remova os materiais inflamáveis da área de operação para evitar incêndios.
-Use luvas de soldagem isolantes e mangas de proteção térmica.
Estudo de caso de aplicação da soldagem TIG (breve)
Caso 1: soldagem de equipamentos médicos em aço inoxidável
Material: aço inoxidável 304
Requisitos: solda sem porosidade, formato uniforme
Processo: Soldagem TIG DC, controle de profundidade de fusão com baixa corrente, retardo de proteção com argônio de 10s
Resultados: para atender aos requisitos de ensaios não destrutivos, a solda não precisa ser esmerilhada.
Caso 2: Soldagem de trocador de calor de liga de alumínio
Material: chapa de alumínio 6061
Parâmetros do processo: Soldagem CA, pré-aquecimento a 120 °C, utilização de controle de pulso para evitar perfuração.
Resultados: resistência e vedação em conformidade com os padrões de teste.
Tendências futuras na soldagem TIG
- Integração de automação: O sistema robótico TIG tem sido amplamente utilizado nas áreas aeroespacial e médica.
- Controle inteligente: Controle em circuito fechado por meio de reconhecimento de imagem da poça de fusão.
- Soldagem TIG pulsada de alta frequência: melhora a eficiência e a qualidade da soldagem de materiais finos.
- Desenvolvimento de tecnologia de soldagem multimaterial: para atender às necessidades de conexões de metais diferentes.
Data da publicação: 29 de maio de 2025