Soldagem por arco de plasma(PAW) e soldagem a arco de tungstênio com gás (GTAW, também conhecida como soldagem com proteção de gás inerte de tungstênio,Soldagem TIG) possuem muitas semelhanças de processo, mas também algumas diferenças significativas. As principais diferenças são as seguintes:
1. Método de formação de arco
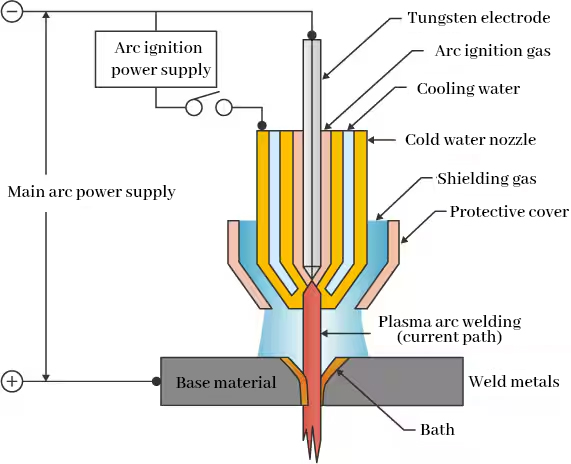
-Soldagem por arco de plasma (PAW)A tecnologia PAW utiliza um arco de plasma controlado, gerado por gás ionizado dentro da tocha e comprimido através de um pequeno bocal. Como o arco é confinado pelo bocal, ele fica mais concentrado e possui uma densidade de energia maior. Esses arcos de plasma podem ser categorizados em dois tipos: **Arco não transferido** e **Arco transferidoO arco não transferido é usado para estabilizar o processo de soldagem, enquanto o arco transferido é usado para soldar o material.
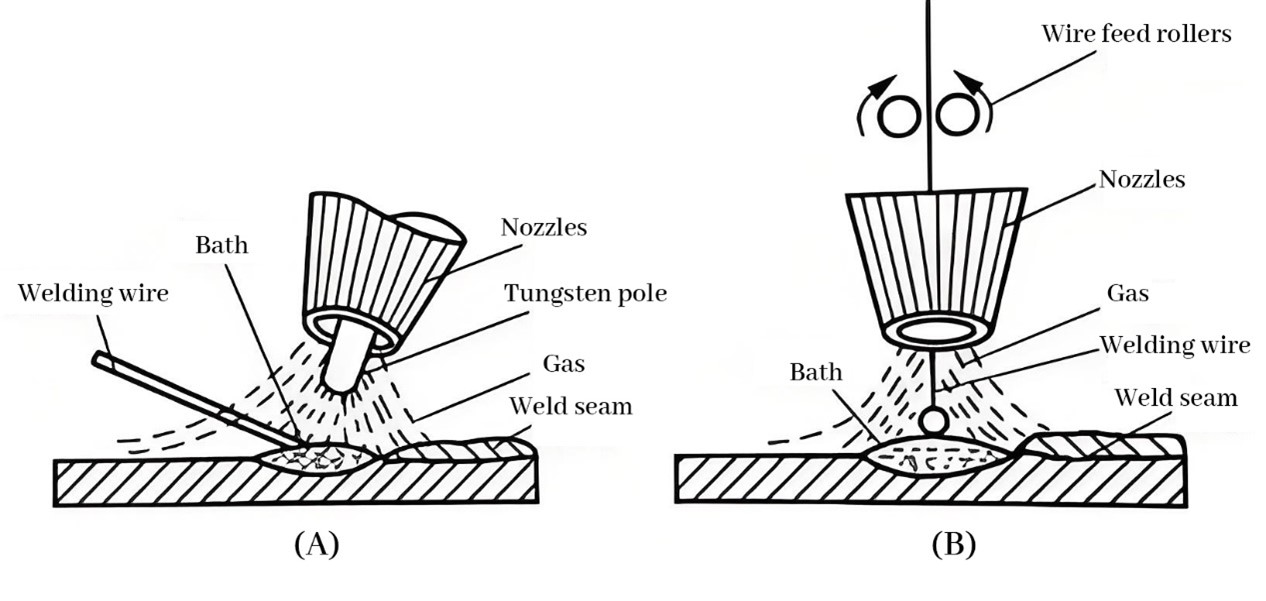
-GTAW (Soldagem TIG)A soldagem GTAW utiliza um eletrodo de tungstênio não fundido para produzir um arco, que é aplicado diretamente na peça a ser soldada e não é comprimido pelo bocal. Esse arco tem um formato mais natural e disperso.
2. Precisão do arco e densidade de energia
- PAW: O arco de plasma é comprimido pelo bocal, tornando-o mais concentrado, com maior densidade de energia e melhor penetração na soldagem. É ideal para soldagem de precisão em materiais mais espessos. Além disso, o PAW produz um cordão de solda mais estreito e uma fusão mais profunda.
- GTAW: O arco da soldagem GTAW é mais amplo, com densidade de energia relativamente baixa, sendo adequado para soldagem de materiais finos. Seu controle de solda é melhor, mas a capacidade de penetração não é tão boa quanto a da soldagem PAW.
3. Gás protetor
- PAW: O processo PAW utiliza dois gases: **gás ionizante** e **gás de proteção**. O gás ionizante (geralmente argônio) é usado para formar o arco de plasma e o gás de proteção (como argônio ou hélio) é usado para proteger a zona de soldagem da oxidação.
- GTAW: O processo GTAW geralmente utiliza apenas um gás inerte (por exemplo, argônio ou hélio) para proteger a área de soldagem da reação do oxigênio e nitrogênio atmosféricos com a poça de fusão.
4. Eletrodos

- PAW: No processo PAW, o eletrodo de tungstênio é circundado por um bocal e não fica diretamente exposto à área de soldagem, resultando em maior vida útil do eletrodo e um processo de soldagem mais estável.
- GTAW: No processo GTAW, o eletrodo de tungstênio fica exposto à área de soldagem e é suscetível à contaminação e ao desgaste, exigindo, portanto, manutenção frequente e substituição do eletrodo.
5. Cenários de Aplicação


- PAW: Devido à alta densidade e concentração de energia do arco de plasma, o PAW é adequado para materiais mais espessos, soldagem de precisão e aplicações de alta produtividade, sendo especialmente utilizado nas indústrias aeroespacial e nuclear, além da soldagem de tubos de aço inoxidável de paredes grossas.
- GTAW: O processo GTAW é adequado para soldagem de precisão com baixa entrada de calor, sendo especialmente utilizado em materiais finos e em soldagens exigentes (como alumínio, magnésio, aço inoxidável, etc.). É ideal para a fabricação de peças de precisão e pequenas operações de soldagem.
6. Dificuldade de Operação
- PAW: Devido ao uso de um arco de plasma comprimido, a operação é relativamente mais complexa e o custo do equipamento é maior, mas oferece velocidades de soldagem mais altas e capacidade de fusão profunda.
- GTAW: A soldagem GTAW é relativamente simples de operar e o equipamento é relativamente barato. É um dos processos mais comuns usados em soldagem manual e automática.
Resumo
A soldagem a arco de plasma (PAW) e a soldagem GTAW são semelhantes em princípio, pois ambas geram um arco através de um eletrodo de tungstênio e protegem a solda com um gás inerte. No entanto, o arco da PAW é comprimido e a energia é mais concentrada, o que a torna adequada para materiais mais espessos e soldagem de alta precisão, enquanto a GTAW é mais adequada para soldar materiais finos com baixa entrada de calor. As duas diferem em termos de espessura da solda, densidade de energia, tipo de gás de proteção e dificuldade de operação.
Data da publicação: 29/09/2024