precyzyjna mikrospawarka łukiem plazmowym






Cechy
1,Folie i arkusze można spawać metodą mikrospawania łukiem plazmowym. Energia łuku jest wysoka, strefa wpływu ciepła spawania jest mała, a odkształcenie podczas spawania jest bardzo małe.
2,Kolumna łukowa charakteryzuje się dużą sztywnością, efektem małych otworów, dużą prędkością spawania i wysoką wydajnością produkcji, która jest 3-6 razy większa niż w przypadku zwykłego spawania argonem;
3,Mało wad spawalniczych, dużo materiałów spawalnych i wysoka jakość spawania;
4,Doskonała powtarzalność produkcji, elektroda kurczy się w dyszy, nie jest podatna na zanieczyszczenie i spalenie;
5,Łuk plazmowy charakteryzuje się dużą gęstością energii, wysoką temperaturą kolumny łuku i dużą zdolnością penetracji;
6,Kolumna łukowa jest smukła i charakteryzuje się dużą penetracją. Cienkościenny element obrabiany można bezpośrednio przespawać, co skraca czas przygotowania. Stal o grubości 0,3–1 mm można przespawać i formować obustronnie (tj. spawanie jednostronne i formowanie dwustronne) bez rowka. Odkształcenie naprężeniowe jest niewielkie.
Parametry hosta Dml-v01a
| Precyzyjna mikrospawarka łukowa plazmowa | |||
| Główne parametry techniczne i modele | DML-V01A | ||
| Spawanie ciągłe | Spawanie impulsowe | Precyzyjne spawanie impulsowe | |
| Prąd łuku (a) | 2,0-5,0 | ||
| Prąd spawania (a) | 0,1-10-40 | ||
| Prąd bazy (a) | 0,1-10-40 | ||
| Czas narastania (s) | 0,0-5,0 | ||
| Czas zniżania (s) | 0,0-5,0 | ||
| Czas spawania (MS) |
| 1-500 | 1-500 |
| Czas interwału (MS) |
| 10-500 |
|
| Dostawa lotnicza z wyprzedzeniem (s) | 1-10 | ||
| Opóźnienie gazu (s) | 1-20 | ||
| Gaz jonowy (l/min) | 0,25-2,5 | ||
| Gaz ochronny (l/min) | 1-25 | ||
| Napięcie wejściowe (V) | AC220V, 50Hz | ||
| Moc znamionowa wejściowa (kVA) | 1.1 | ||
| Wskaźnik czasu trwania obciążenia (%) | 60% | ||
| Waga (kg) | 28 | ||
| Wymiary zewnętrzne zasilacza (mm) | 590*330*300 | ||
Zalety
1,Grubość taśmy spawalniczej jest mniejsza niż w przypadku spawania łukiem argonowym i wynosi zazwyczaj 0,3-0,5 mm. Można ją spawać bez odkształcania, a jakość spawania jest dobra.
2,W przypadku ciągłego automatycznego spawania rur zmiana długości łuku plazmowego ma niewielki wpływ na jakość spawania, w przeciwieństwie do spawania łukiem argonowym.
3,Gdy prąd spawania jest bardzo mały (mniej niż 3A), stabilność mikrołuku plazmowego jest dobra, natomiast stabilność łuku argonowego jest słaba.
4,Ze względu na koncentrację ciepła prędkość spawania mikrołukiem plazmowym jest wyższa niż w przypadku spawania łukiem argonowym, a wydajność jest wysoka.
5,Możliwość spawania różnych metali, w tym stali nierdzewnej, metali nieżelaznych i metali ogniotrwałych.
Pola zastosowań
1,Elementy elektroniczne i elektryczne (termopary, silniki, blachy krzemowe itp.)
2,Instrumenty, sprzęt medyczny (mieszki metalowe, elementy precyzyjnych instrumentów, itp.)
3,Spawanie metali specjalnych (takich jak tytan, nikiel, molibden i inne metale specjalne może być również wydajne)
4,Lotnictwo i aeronautyka (akcesoria lotnicze, akcesoria stacji kosmicznych, przekaźniki, czujniki gazów itp.)
Ciągłe automatyczne spawanie mikroplazmowe rur o ultracienkich ściankach jest podobne do procesu spawania łukiem sprężonym w zamkniętym obiegu. Tuleja izolacyjna jest instalowana pomiędzy tuleją spawalniczą a palnikiem spawalniczym, aby zapewnić niezawodną izolację między palnikiem a elementami metalowymi. Jednocześnie argon ochronny jest zamknięty w małej komorze. Parametry procesu spawania mikroplazmowego rur o ultracienkich ściankach są wyższe niż w przypadku spawania argonowego. Oprócz prądu spawania, prędkości spawania i przepływu gazu ochronnego, na jakość spawania wpływają również natężenie przepływu gazu roboczego i jego skład. Doświadczenie pokazuje, że głównymi parametrami procesu wpływającymi na wydajność spawania rur o ultracienkich ściankach są prąd spawania, natężenie przepływu gazu roboczego oraz średnica otworu dyszy.
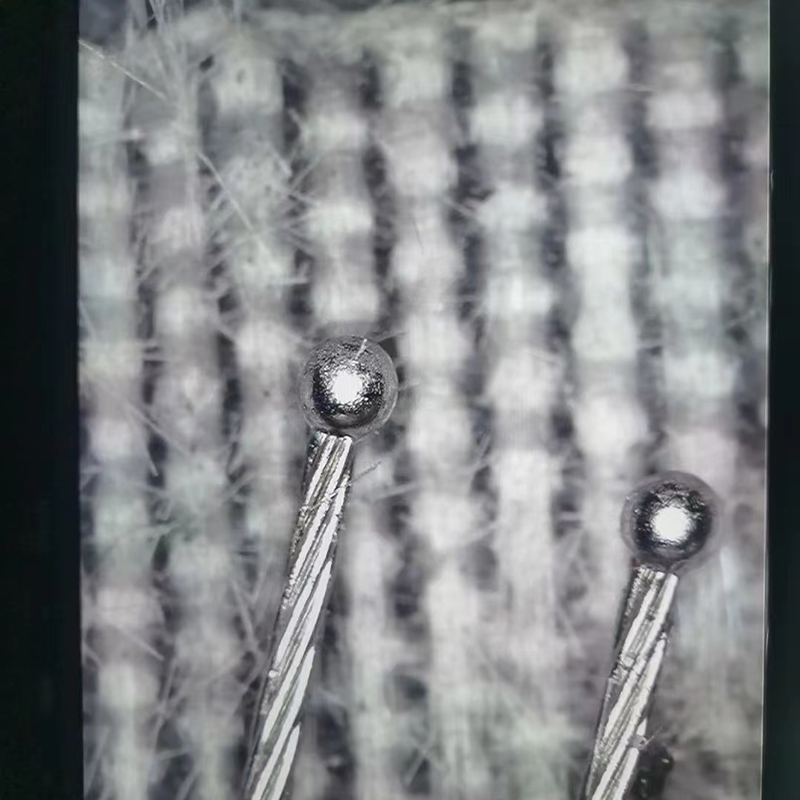
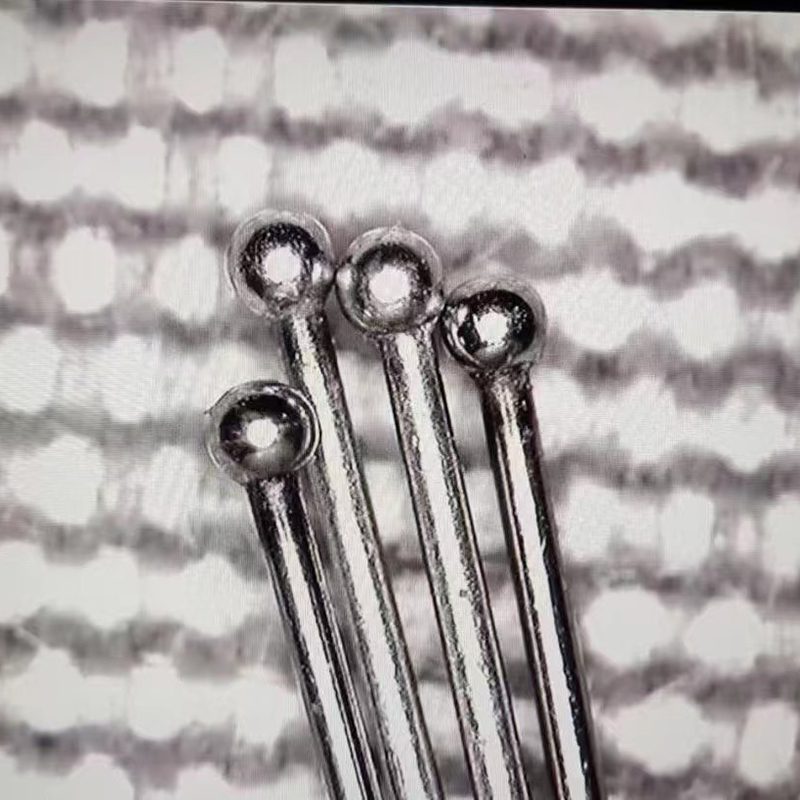
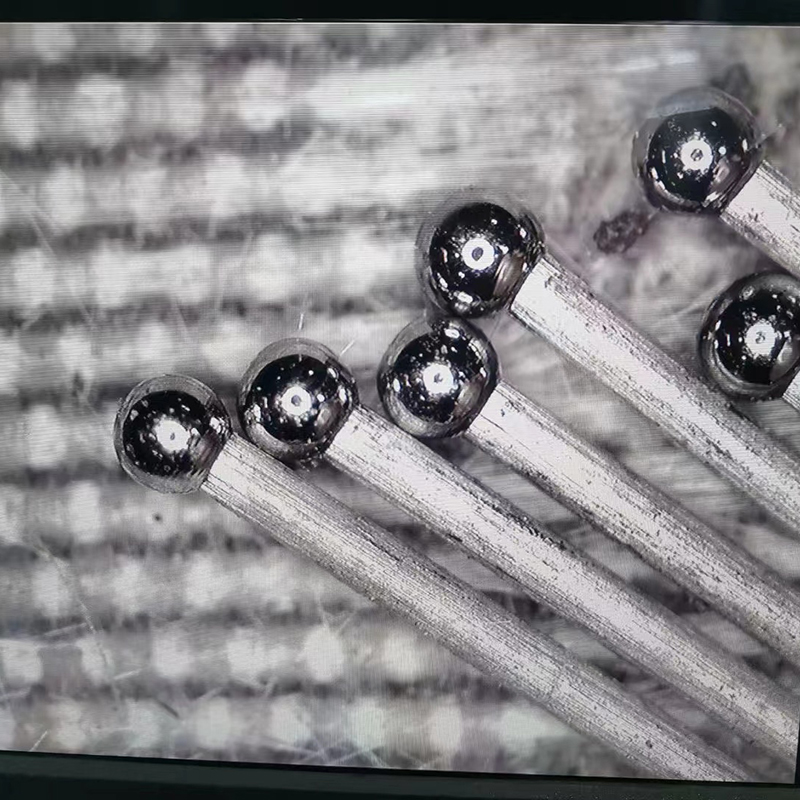
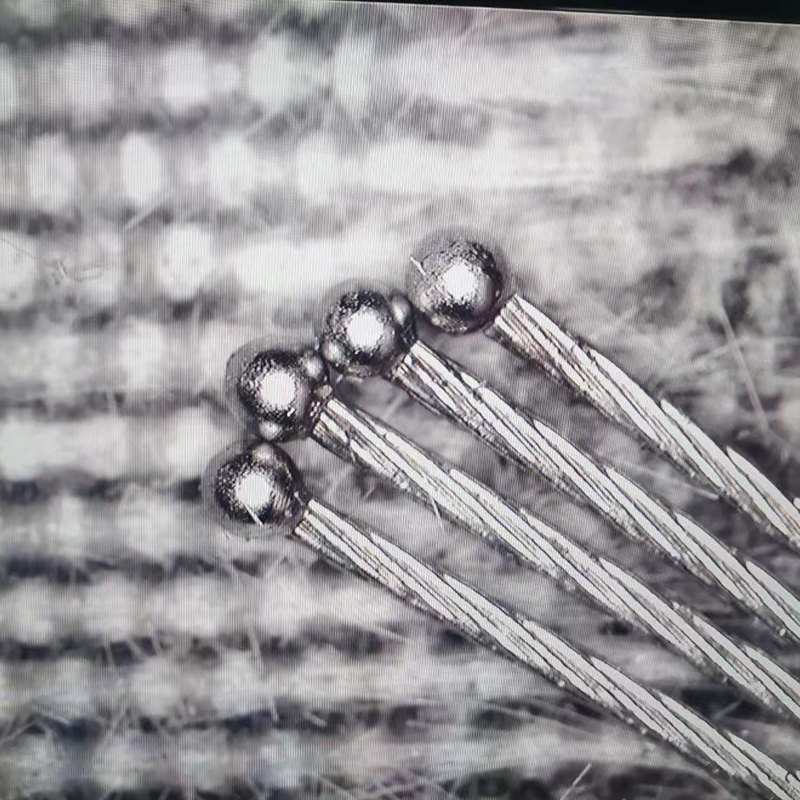
Wyświetlanie obrazu