Spawanie metodą TIG (spawanie TIG, spawanie elektrodą wolframową w osłonie gazu obojętnego) to rodzaj procesu spawania łukowego z wykorzystaniem nietopionych elektrod wolframowych w osłonie gazu obojętnego (głównie argonu). Proces ten jest powszechnie znany ze swoich wysokiej jakości wyników spawania i ma zastosowanie do szerokiej gamy materiałów spawalniczych, w szczególności do spawania stali nierdzewnej, aluminium, magnezu i jego stopów oraz innych ogniotrwałych lub łatwo utleniających się materiałów metalowych.
Zasada działania spawania metodą TIG
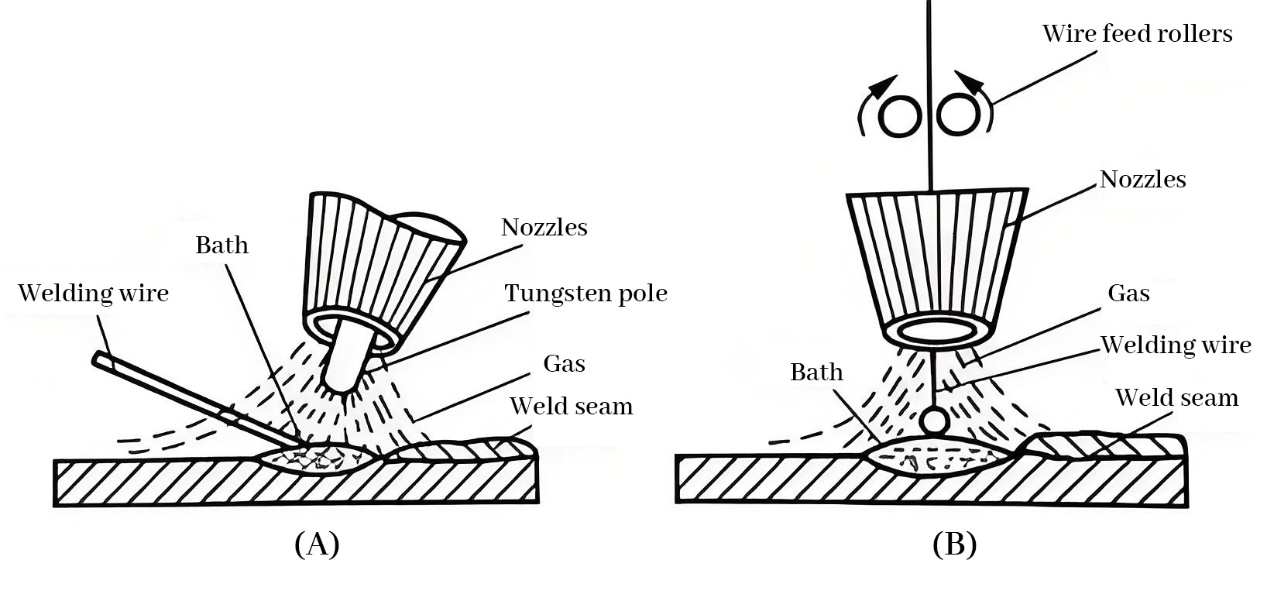
Podstawową zasadą spawania metodą TIG jest wytworzenie łuku elektrycznego między elektrodą wolframową a materiałem spawanym. Wysoka temperatura generowana przez łuk elektryczny topi materiał spawany, tworząc spoinę. W procesie spawania elektroda wolframowa nie topi się, a gaz obojętny (zwykle argon) chroni strefę łuku i jeziorko spawalnicze, zapobiegając przedostawaniu się do spoiny tlenu atmosferycznego, azotu i innych zanieczyszczeń, co gwarantuje jej wysoką jakość.
Elementy spawania metodą TIG
1. Spawarka: służy do dostarczania prądu i kontrolowania mocy łuku.

2. Elektroda wolframowa: jako elektroda nietopliwa, odporna na wysoką temperaturę i nie ulegająca łatwemu zużyciu, jej właściwości bardzo nadają się do spawania metodą TIG.
3. Palnik: Główne narzędzie do spawania metodą TIG. Palnik zawiera elektrodę wolframową, podczas gdy przez dyszę palnika przepływa gaz obojętny, chroniąc łuk i jeziorko stopionego metalu.
4. Gaz obojętny (argon): stosowany głównie w celu ochrony łuku i jeziorka stopionego metalu, aby zapobiec zanieczyszczeniu obszaru spawania tlenem i azotem z powietrza.
5. Materiał dodatkowy (opcjonalnie): w razie potrzeby można użyć drutu wypełnianego ręcznie w celu uzupełnienia materiału spoiny.
Zalety spawania metodą TIG
1. Wysoka jakość spawania: dzięki ochronnemu działaniu argonu proces spawania nie utlenia się łatwo, spoina jest gładka, bez odprysków, z mniejszą liczbą wad spawalniczych.
2. Wysoka precyzja spawania: nadaje się do spawania cienkich płyt i precyzyjnych części, umożliwia kontrolę małego łuku, zapewniając bardzo dokładne spawanie.
3. Zastosowanie do wielu materiałów: Spawanie metodą TIG nadaje się do spawania różnych materiałów, zwłaszcza stali nierdzewnej, aluminium, tytanu, niklu i jego stopów oraz innych metali nieżelaznych.
4. Elastyczna praca: możliwość spawania w różnych pozycjach, nadaje się do różnych pozycji spawania (spawanie płaskie, spawanie pionowe, spawanie od tyłu itp.).
Wady spawania metodą TIG
1. wolniejsze: ze względu na precyzyjną operację, prędkość spawania jest stosunkowo niska, zwłaszcza w przypadku dużych obszarów lub grubych płyt, a spawanie nie jest tak wydajne, jak inne metody.
2. złożoność sprzętu i wysoki koszt: konieczność stosowania specjalistycznego sprzętu, takiego jak elektrody wolframowe, zasilanie gazem obojętnym itp., co zwiększa koszty i złożoność spawania.
3. Wysokie wymagania dotyczące umiejętności obsługi: wymagania dotyczące umiejętności obsługi spawacza są wysokie, początkujący mają większe trudności z opanowaniem ich, szczególnie w utrzymaniu stabilności łuku i kontrolowaniu jeziorka stopionego metalu, co wymaga pewnego doświadczenia.
Zastosowanie spawania metodą TIG
Spawanie metodą TIG jest szeroko stosowane w następujących dziedzinach ze względu na wysoką precyzję i jakość spawania:
1. Przemysł lotniczy i kosmiczny: Spawanie metodą TIG jest powszechnie stosowane w przemyśle lotniczym do spawania metali o wysokiej wytrzymałości i stopów lekkich, takich jak aluminium, stopy magnezu, tytan itd.
2. przemysł jądrowy: potrzeba wysokiej wytrzymałości, odporności na korozję i wysokich temperatur materiałów spawanych, takich jak stal nierdzewna i stopy na bazie niklu.
3. produkcja samochodów: głównie do precyzyjnego spawania części samochodowych, w szczególności nadwozi ze stopów aluminium i rur wydechowych ze stali nierdzewnej.
4. Przemysł petrochemiczny: spawanie metodą TIG jest szeroko stosowane do spawania zbiorników ze stali nierdzewnej, aluminiowych i rurociągów.
5. przemysł stoczniowy: wykorzystywany do spawania statków z cienkich płyt, stopów aluminium i części ze stali nierdzewnej.
Etapy procesu spawania metodą TIG
1. Przygotowanie:
Oczyść obszar spawania i usuń zanieczyszczenia, takie jak tłuszcz i utleniona skóra na powierzchni.
W zależności od grubości obrabianego przedmiotu należy dobrać odpowiednią średnicę elektrody wolframowej.
Ustaw odpowiedni prąd spawania i przepływ gazu argonowego.
2. Zapłon: Łuk wysokiej częstotliwości lub łuk kontaktowy, w którym łuk powstaje pomiędzy elektrodą wolframową a przedmiotem obrabianym.
3. Kontrola jeziorka spawalniczego: spawacz musi opanować długość i położenie łuku, a także kontrolować rozmiar i kształt jeziorka spawalniczego, aby zapewnić równomierne spawanie.
4. Materiał spawalniczy (opcjonalnie): Jeśli potrzebny jest dodatkowy materiał spawalniczy, drut można wypełnić ręcznie, podczas gdy łuk spawalniczy topi metal.
5. Zgaszenie łuku i chłodzenie: Po zakończeniu spawania powoli zgaś łuk i kontynuuj przepływ argonu w celu schłodzenia, aby zapobiec utlenianiu spoiny i elektrody wolframowej.
Środki ostrożności przy spawaniu metodą TIG
1. Wybór i szlifowanie elektrody wolframowej: typ i kształt elektrody wolframowej (kształt końcówki) ma duży wpływ na stabilność łuku; należy dobrać odpowiednią elektrodę wolframową w oparciu o materiał spawalniczy (taki jak wolfram cerowy, wolfram torowy, czysty wolfram itp.).
2. Kontrola przepływu gazu: zbyt duży lub zbyt mały przepływ argonu będzie miał wpływ na efekt spawania, zbyt duży przepływ może prowadzić do turbulencji przepływu gazu, zbyt mały przepływ nie zapewnia wystarczającej ochrony.
3. Środki ochronne: łuk spawalniczy TIG charakteryzuje się wysoką temperaturą i silnym promieniowaniem świetlnym, dlatego spawacze muszą nosić maski ochronne, rękawice i inny sprzęt ochronny, aby uniknąć oparzeń lub uszkodzeń oczu spowodowanych łukiem elektrycznym.
4. Kontrola temperatury jeziorka stopowego: w procesie spawania należy zawsze zwracać uwagę na temperaturę jeziorka stopowego, aby zapobiec przegrzaniu, które może prowadzić do odkształcenia przedmiotu obrabianego lub wad spawalniczych.
Typowe wady spawania TIG
1. Porowatość: niewystarczający przepływ gazu ochronnego lub powierzchnia obrabianego przedmiotu nie jest czysta, co może prowadzić do powstawania porowatości.
2. brak stopienia: niewystarczający prąd spawania lub niewłaściwa obsługa, w wyniku czego spoina i obrabiany element nie są całkowicie stopione.
3. Pęknięcia: Pęknięcia mogą powstać, gdy chłodzenie jest zbyt szybkie podczas spawania lub gdy obrabiany przedmiot ma zbyt duże naprężenia wewnętrzne.
Spawanie metodą TIG to szeroko stosowana metoda o wysokiej jakości spawania, szczególnie odpowiednia do materiałów metalowych o wysokich wymaganiach jakościowych. Jednak ze względu na złożoność procesu i kosztowny sprzęt, jest ona zazwyczaj stosowana w sytuacjach, w których wymagane są wysokie wymagania jakościowe. Opanowanie technologii spawania łukiem argonowym wymaga od spawaczy dużego doświadczenia i wysokiego poziomu technicznego.
Czas publikacji: 30.09.2024