Palnik spawalniczy z łukiem plazmowym (PTA) jest centralnym elementem spawarki z łukiem plazmowym (PTA), odpowiedzialnym za generowanie łuku plazmowego i precyzyjne dostarczanie proszku stopowego do obszaru spawania. Jego konstrukcja i zasada działania różnią się od zwykłego palnika spawalniczego, zapewniając większą precyzję i stabilność.
1. Elementy konstrukcyjne
TenPalnik spawalniczy PTAskłada się głównie z następujących części:
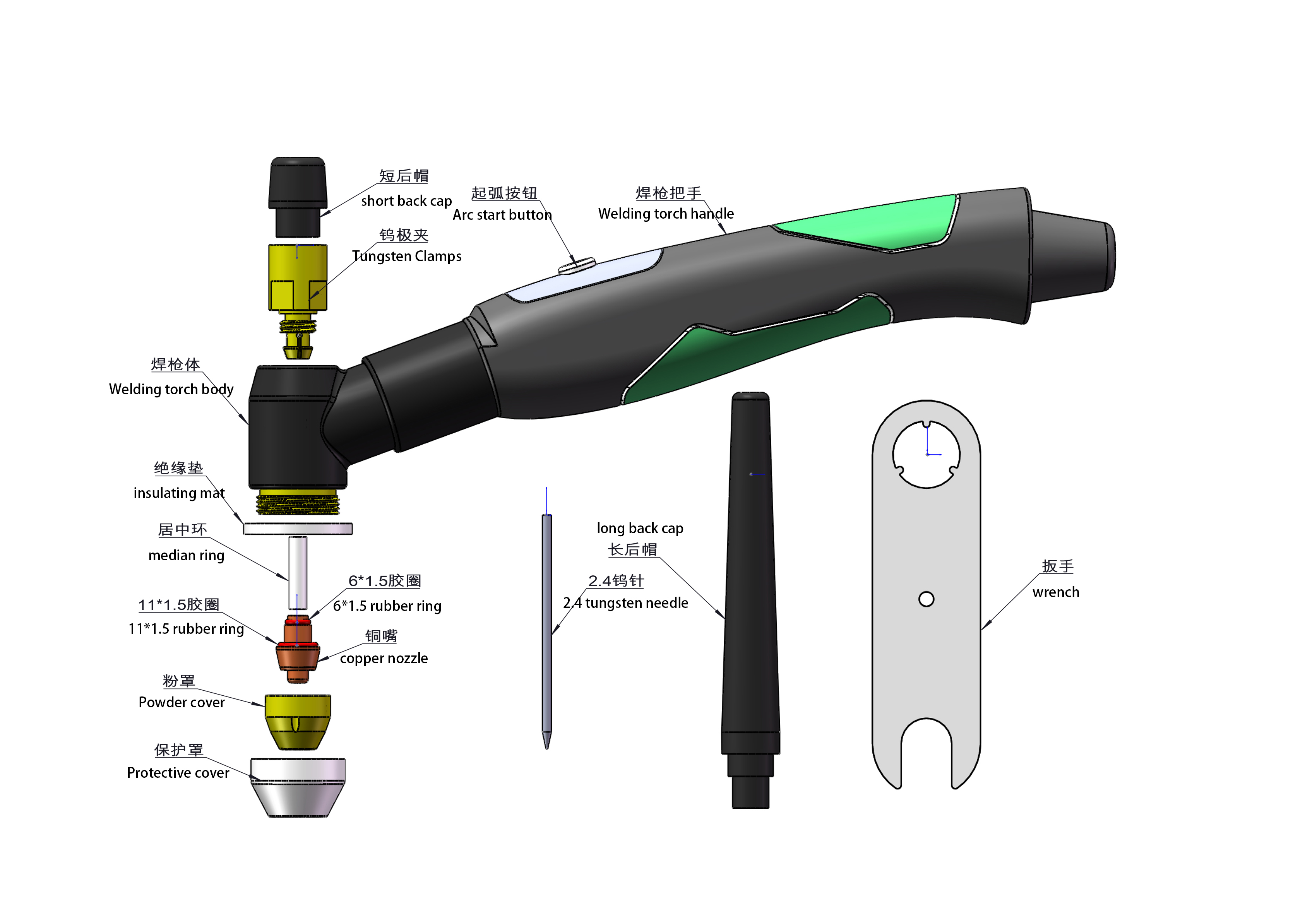
Katoda (elektroda wolframowa): główny element generujący łuk plazmowy, zwykle wykonany z odpornego na wysoką temperaturę i korozję wolframu.
Anoda (dysza): kieruje łukiem plazmowym i koncentruje kolumnę łuku, zwykle wykonana z miedzi w celu lepszego rozpraszania ciepła.
System podawania proszku: Służy do równomiernego podawania proszku stopowego do łuku plazmowego, tak aby się topił i osadzał na powierzchni przedmiotu obrabianego.
Kanał gazu ochronnego: Jako gaz plazmowy i gaz ochronny, zapobiegający utlenianiu w obszarze spawania, zwykle stosuje się argon lub hel.
Układ chłodzenia: Chłodzenie wodne zapewnia stabilność palnika spawalniczego podczas pracy w wysokich temperaturach.
2. Zasada działania
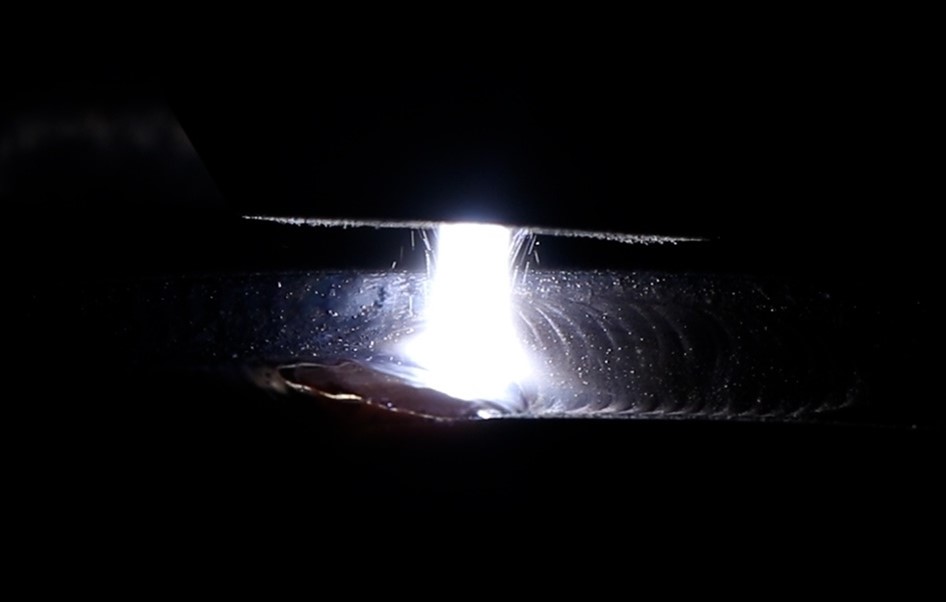
Etap inicjacji łuku: impuls o wysokiej częstotliwości i wysokim napięciu generuje łuk elektryczny pomiędzy elektrodą wolframową a dyszą (mały prąd, stabilna inicjacja łuku).
Powstawanie łuku plazmowego: gaz plazmowy (np. argon) przepływa przez dyszę, w wyniku jonizacji łuku wysokotemperaturowego do plazmy o wysokiej energii, a następnie przez dyszę do powierzchni przedmiotu obrabianego, gdzie powstaje łuk przenoszący (łuk główny).
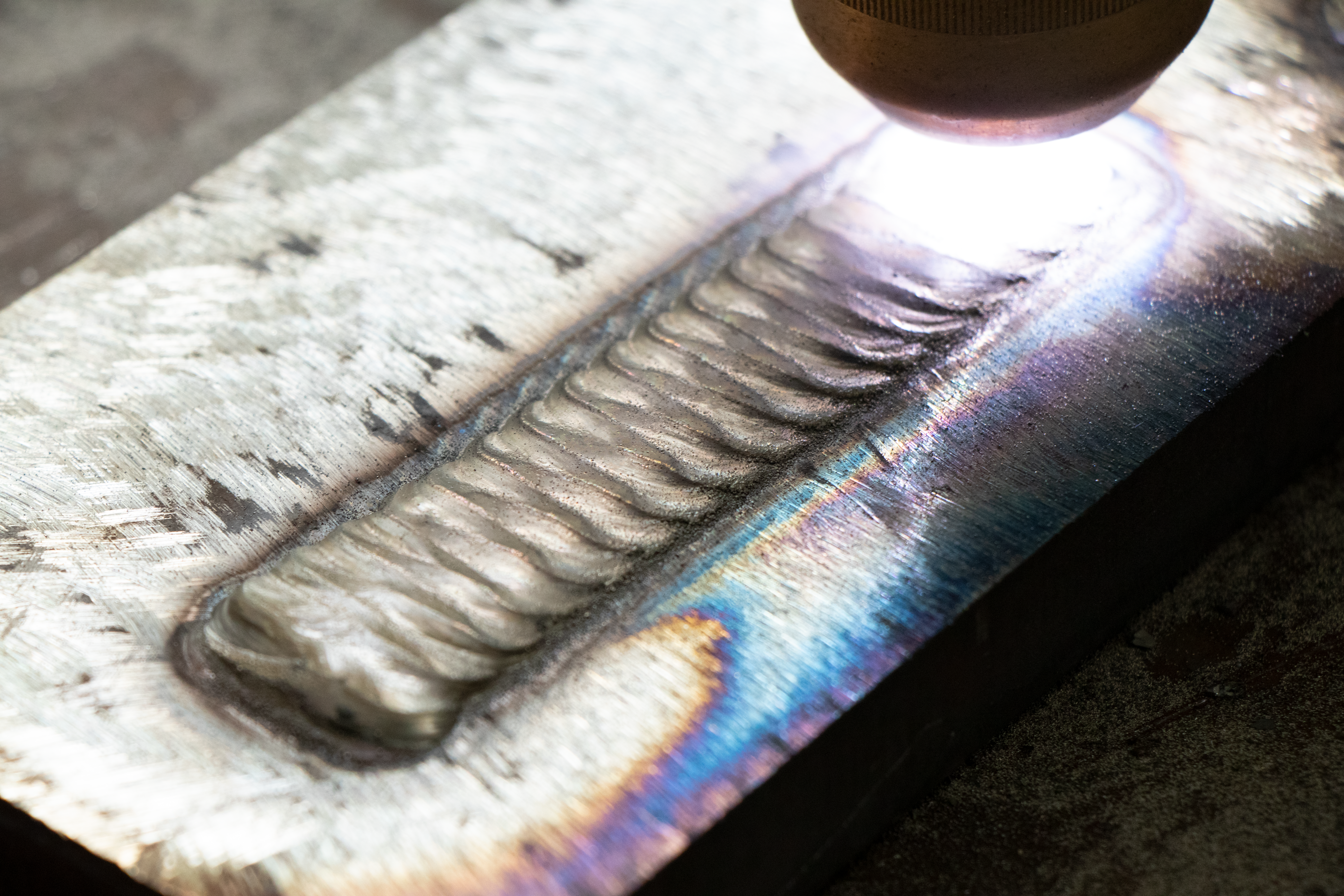
Podawanie i topienie proszku: proszek stopowy jest równomiernie podawany do obszaru łuku plazmowego za pomocą podajnika proszku, natychmiast się topi i jest natryskiwany na powierzchnię przedmiotu obrabianego, tworząc gęstą powłokę.
Wiązanie metalurgiczne: stopiony proszek jest łączony metalurgicznie z materiałem bazowym, tworząc warstwę okładzinową o wysokiej wytrzymałości i odporności na zużycie.
3. Cechy i zalety
Wysoka gęstość energii: długie, cienkie kolumny łukowe, wysokie temperatury (do 20 000°C), precyzyjna kontrola głębokości topienia i grubości powłoki.
Mała strefa wpływu ciepła: zmniejsza odkształcenie podłoża i naprężenia cieplne, poprawia stabilność wymiarową przedmiotu obrabianego.
Wysoki wskaźnik wykorzystania materiału: wskaźnik wykorzystania materiału proszkowego wynosi ponad 90%, co jest rozwiązaniem ekonomicznym.
Doskonała jakość powłoki: gęsta powłoka, brak porowatości, wysoka wytrzymałość wiązania metalurgicznego, doskonała odporność na ścieranie i korozję.
4. Materiały i zastosowania powszechnie stosowane
Materiały proszkowe stopowe:proszki stopowe na bazie kobaltu, niklu, żelaza, węglika wolframu i inne, odporne na zużycie i korozję.
Typowe obszary zastosowań:
Ropa naftowa i gaz: Powłoki odporne na zużycie i korozję zaworów, wierteł i korpusów pomp.
Maszyny inżynieryjne: wały, rolki, koła zębate, wzmacnianie i naprawa powierzchni form.
Przemysł metalurgiczny: obróbka powierzchniowa i naprawa walców, form, gniazd zaworowych i innych części.
5. Środki ostrożności dotyczące stosowania
Ochrona elektrody wolframowej: zapobiega utlenianiu i wypalaniu, wydłuża żywotność elektrody.
Chłodzenie dyszy: utrzymuj dobry efekt chłodzenia wodą, aby uniknąć uszkodzenia dyszy na skutek przegrzania.
Stabilność podawania proszku: należy zapewnić równomierne podawanie proszku, aby uniknąć nierównomiernej grubości powłoki lub wad żużlowych.
Zabezpieczenia: wysoka temperatura, praca pod wysokim napięciem, konieczność noszenia masek ochronnych, rękawic i innego sprzętu bezpieczeństwa.
6. Porównanie z innymi metodami spawania
W przypadku spawania łukiem plazmowym (PAW): Spawanie PTA jest stosowane głównie do napawania i wzmacniania powierzchni, natomiast PAW używane jest głównie do spawania penetracyjnego.
Porównanie z napawaniem laserowym: spawanie PTA jest tańsze i można je stosować do szerszego zakresu materiałów; jednak napawanie laserowe charakteryzuje się mniejszą strefą wpływu ciepła i większą precyzją.
W przypadku natryskiwania plazmowego: spawanie PTA jest łączeniem metalurgicznym, zapewniającym wysoką wytrzymałość powłoki; natryskiwanie plazmowe jest łączeniem mechanicznym, odpowiednim do powlekania cienką warstwą.
Czas publikacji: 19 lutego 2025 r.