Spawanie łukiem plazmowym, powszechnie nazywane PTA lub PTAW, to proces napawania materiałów za pomocą ciepła, oparty na zasadzie łuku plazmowego. Istotą procesu jest wykorzystanie wysokotemperaturowego łuku plazmowego (do 15 000°C) do topienia i metalurgicznego łączenia sproszkowanych materiałów metalowych z powierzchnią podłoża, tworząc w ten sposób funkcjonalne powłoki o wysokiej twardości, odporności na zużycie i korozję. Spawanie łukiem plazmowym (PTA) jest naturalną ewolucją procesu GTAW i kompensuje brak automatyzacji konwencjonalnego spawania łukiem wolframowym (GTAW).osłonięte gazem obojętnym wolframemUrządzenia spawalnicze (TIG).
Zasada działania spawania łukiem plazmowym
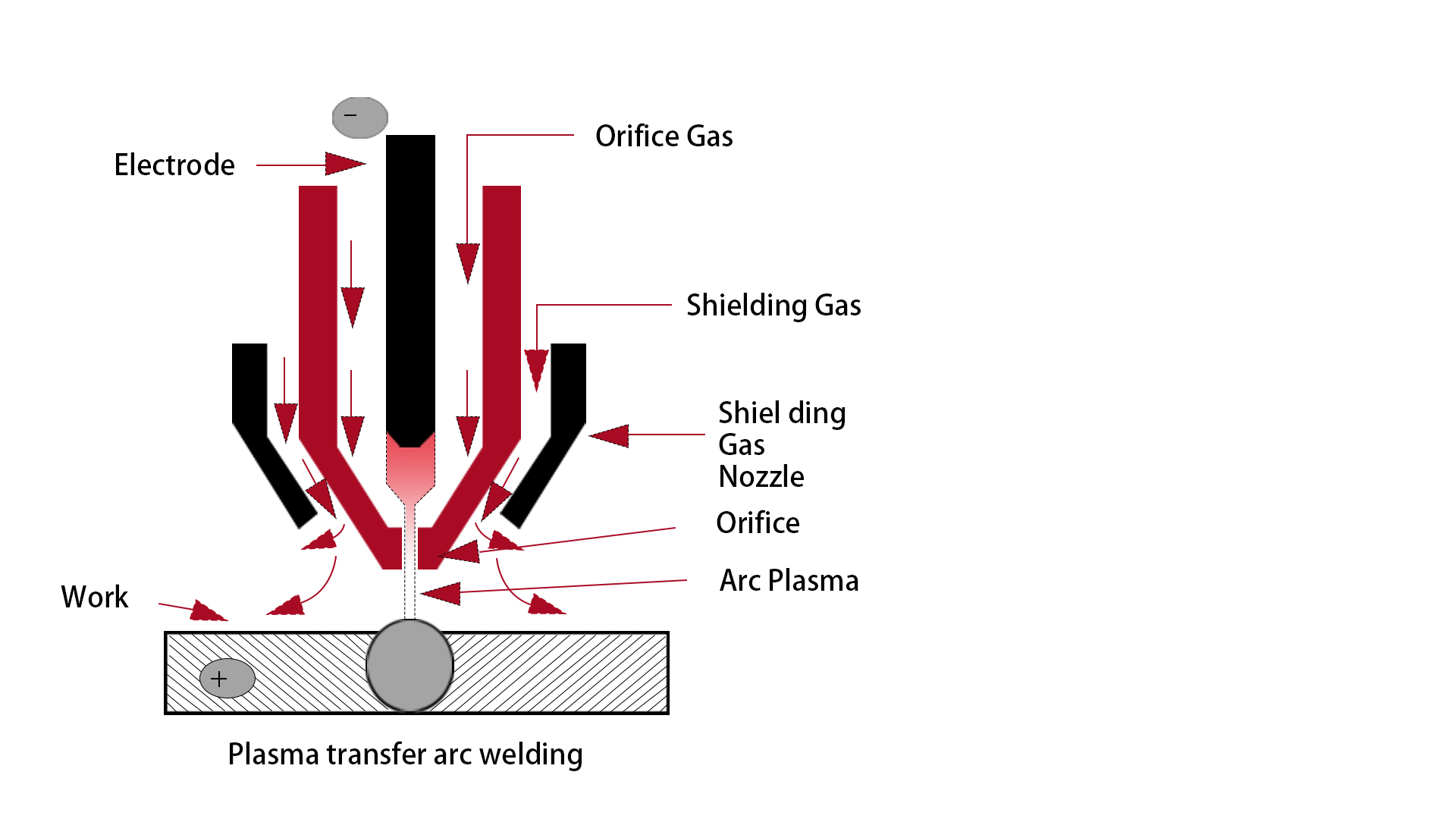
W oparciu o działanie wysokotemperaturowego źródła ciepła, jakim jest łuk plazmowy, materiał powłoki plazmowej (proszek metalu lub stopu) jest topiony i metalurgicznie łączony z powierzchnią podłoża, tworząc powłokę wzmacniającą. Łuk kierowany (łuk nietransferujący) powstaje poprzez przyłożenie niewielkiego prądu elektrycznego między elektrodę wolframową a dyszę. Pod wpływem łuku wysokotemperaturowego gaz obojętny (zwykle argon) ulega jonizacji, tworząc strumień plazmy o wysokiej temperaturze i dużej gęstości. Zasadniczo plazma jest ograniczona do wysokich temperatur, dużej prędkości strumienia i dużej gęstości energii.
Jaka jest różnica pomiędzy metodą PTAW a innymi technikami spawania?
Podstawową zasadą wszystkich technik spawalniczych jest nagrzewanie materiału za pomocą źródła ciepła, co powoduje jego stopienie i utworzenie spoiny lub powłoki. Spawanie łukiem plazmowym jest jednak najbardziej zbliżone do metody GTAW, ponieważ obie wykorzystują nietopliwe elektrody wolframowe. Spawarka PTA została przeprojektowana w celu odchylenia łuku pilotującego od palnika i przepuszczenia go przez drobno perforowaną dyszę miedzianą, co przekłada się na wyższą gęstość energii. Spawanie PTA koncentruje się bardziej na wzmacnianiu i naprawie powierzchni niż konwencjonalne metody spawania, podczas gdy inne metody spawania (np. TIG, MIG, spawanie laserowe) koncentrują się bardziej na łączeniu i spawaniu elementów konstrukcyjnych. Aby zobaczyć bardziej szczegółowe porównanie,trzask.
Typowe materiały do nakładek spawalniczych PTA
•Stopy na bazie żelaza
•Stopy na bazie niklu
Inconel 625
Inconel 718
więcej
•Stopy na bazie kobaltu
Stellit 6
Stellit 12
więcej
•Stopy na bazie chromu
CR20
CR25
więcej
•Węglik wolframu
Rozwiązania do napawania metodą PTA
Główne powody wyboruRozwiązania w zakresie nakładek spawalniczych PTAWynika to z wysokiej precyzji, doskonałej jakości powłoki, wysokiego wykorzystania materiału (>90%), możliwości automatyzacji i możliwości adaptacji do wielu materiałów. W porównaniu z metodami SMAW, GMAW, TIG i innymi technologiami spawania, spawanie metodą PTA wyróżnia się w zakresie powłok odpornych na zużycie i korozję, łącząc wydajność z korzyściami kosztowymi.
Obszary zastosowań
•Petrochemia
•Metalurgia
•Lotnictwo i kosmonautyka
•Automobilowy
•Energia
•Medyczne itp.
Wybór odpowiedniej warstwy spawu PTA

W firmie Shanghai Duomu Industry Co., Ltd. wprowadziliśmy na rynek szeroką gamę urządzeń i rozwiązań do napawania metodą PTA. Firma posiada niezależny dział badawczo-rozwojowy, który zapewnia praktyczność produktu, stabilność i ciągłą aktualizację technologii. Nasze produkty, oparte na zaawansowanej technologii sterowania DSP (wysoka prędkość, wysoka precyzja, odporność na zakłócenia w cyfrowej technologii przetwarzania sygnału), charakteryzują się najwyższą wydajnością i osiągnęły poziom zaawansowania w branży. Jesteś zainteresowany naszą ofertą?Sprzęt spawalniczy PTAPotrzebujesz fachowej porady na temat najlepszych w branży rozwiązań w zakresie spawania i napawania metodą PTA?Skontaktuj się z nami!
Czas publikacji: 16-01-2025