Palnik spawalniczy plazmowyjest szeroko stosowany jako wydajne narzędzie spawalnicze do prac spawalniczych o wysokiej precyzji. Ponieważ jego zasada działania opiera się na łuku elektrycznym o wysokiej temperaturze i przepływie gazu, podczas jego użytkowania mogą wystąpić pewne typowe problemy. Poniżej znajduje się lista typowych problemów z palnikami spawalniczymi plazmowymi i sposoby ich rozwiązania:

1. Niestabilność łuku spawalniczego
Analiza przyczyn:
- Wyjście zasilacza spawalniczego jest niestabilne, a natężenie prądu ulega dużym wahaniom.
- Dysza lub elektroda pistoletu spawalniczego uległa uszkodzeniu, co skutkuje nierównomiernym przepływem gazu.
- Ciśnienie zasilania gazem jest niestabilne lub jakość gazu jest niezadowalająca (np. zbyt dużo tlenu, zanieczyszczenia argonem).
- Prąd spawania jest zbyt niski lub łuk nie jest odpowiednio wyregulowany.
Rozwiązanie:
- Sprawdź zasilanie spawarki, aby mieć pewność, że napięcie i prąd są stabilne.
- Sprawdź i wymień uszkodzone elektrody lub dysze, utrzymuj odpowiedni odstęp między elektrodami i dyszami.
- Sprawdź ciśnienie gazu i natężenie przepływu, aby upewnić się, że dostarczany gaz jest czysty.
- Dostosuj prąd spawania i długość łuku tak, aby mieściły się w normalnym zakresie roboczym.
2. Niestabilne jeziorko spawalnicze, nierówny szew spawalniczy
Analiza przyczyn:
- Nieprawidłowo ustawiony prąd spawania, zbyt wysoki lub zbyt niski, może mieć wpływ na stabilność jeziorka stopionego metalu.
- Przepływ gazu jest zbyt duży lub zbyt mały, co powoduje niewystarczające pokrycie gazem i wpływa na kształt spoiny.
- Odległość między palnikiem spawalniczym a elementem spawanym jest zbyt duża lub zbyt mała, co powoduje niestabilny łuk.
Rozwiązanie:
- Dostosuj natężenie prądu i napięcie odpowiednio do materiału spawanego i grubości blachy.
- Dostosuj przepływ gazu, aby zapewnić równomierne pokrycie gazem i zapobiec powstawaniu dziur i wtrąceń gazowych.
- Dostosuj odległość między palnikiem spawalniczym a przedmiotem obrabianym, aby uzyskać właściwą długość łuku.
3. Elektroda zużywa się lub spala zbyt szybko.
Analiza przyczyn:
- Prąd spawania jest zbyt wysoki, co powoduje przegrzanie elektrody.
- Niewystarczający przepływ gazu i słabe chłodzenie.
- Obecność zanieczyszczeń (takich jak olej, wilgoć itp.) w środowisku spawania powoduje niestabilność łuku, co z kolei zwiększa zużycie elektrody.
Rozwiązanie:
- Sprawdź i wyreguluj prąd spawania, aby uniknąć zbyt wysokiego lub zbyt niskiego natężenia.
- Zwiększ przepływ gazu, aby zapewnić dobry efekt chłodzenia.
- Utrzymuj środowisko spawania w czystości i nie dopuszczaj do zanieczyszczenia powierzchni przedmiotu obrabianego.
4. Zatkane dysze lub osady węglowe

Analiza przyczyn:
- Niewystarczający lub niestabilny przepływ gazu powoduje gromadzenie się węgla wewnątrzdysza.
- Zastosowanie niewłaściwego prądu lub zbyt długiej łuku podczas spawania, zwiększające obciążenie dyszy.
- Jakość materiału spawalniczego powoduje powstawanie nadmiernej ilości sadzy i zanieczyszczeń.
Rozwiązanie:
- Regularnie sprawdzaj i czyść dyszę, aby zapewnić swobodny przepływ powietrza.
- Dostosuj natężenie prądu i długość łuku, aby uniknąć przegrzania dyszy.
- Stosuj materiały spawalnicze wysokiej jakości, aby zminimalizować powstawanie zanieczyszczeń.
5. Przegrzanie pistoletu spawalniczego
Analiza przyczyn:
- Prąd spawania jest zbyt wysoki, co powoduje zbyt częste używanie palnika spawalniczego i niewystarczające odprowadzanie ciepła.
- Nadmierne stosowanie procesu spawania, powodujące nieterminowe rozpraszanie ciepła palnika spawalniczego.
- Uszkodzenie lub niewystarczająca wydajność układu chłodzenia uchwytu spawalniczego (np. chłodzenia wodą lub powietrzem).
Rozwiązanie:
- Kontroluj czas i częstotliwość spawania, unikaj zbyt długiej ciągłej pracy.
- Sprawdź i napraw układ chłodzenia palnika, aby zapewnić jego prawidłowe działanie.
- Używaj właściwego prądu i parametrów spawania, aby uniknąć przegrzania. 6.
6. Wyciek gazu
Analiza przyczyn:
- Luźne lub uszkodzone rury, przyłącza lub zawory gazowe, powodujące wyciek gazu.
- Niedostateczne uszczelnienie obszaru podłączenia palnika lub wysokie temperatury powstające podczas spawania spowodowały uszkodzenie materiału uszczelniającego.
Rozwiązanie:
- Okresowo sprawdzaj rury i przyłącza gazowe, aby upewnić się, że połączenia są szczelne.
- Wymień zużyte lub uszkodzone uszczelki, aby zapobiec wyciekowi gazu.
- Aby mieć pewność, że uszczelka nie ulegnie uszkodzeniu w wysokich temperaturach, należy zastosować odpowiedni materiał uszczelniający.
7. Porowatość podczas spawania

Analiza przyczyn:
- Dopływ gazu jest niestabilny lub zanieczyszczony, co powoduje, że gaz ochronny nie pokrywa całkowicie spoiny.
- Obecność oleju, wilgoci lub innych zanieczyszczeń na powierzchni przedmiotu obrabianego w trakcie spawania powoduje zanieczyszczenie jeziorka stopowego.
- Prąd spawania jest zbyt niski, co powoduje, że jeziorko spawalnicze jest niepełne i gaz nie może skutecznie uciec.
Rozwiązanie:
- Zapewnienie stabilnego zaopatrzenia w gaz i odpowiedniej czystości gazu.
- Oczyść powierzchnię przedmiotu obrabianego, aby mieć pewność, że nie ma na niej oleju, wilgoci ani innych zanieczyszczeń.
- Dostosuj parametry prądu i spawania, aby mieć pewność, że jeziorko stopionego materiału zostanie w pełni uformowane i nie dojdzie do zablokowania gazem.
8. Pęknięcia na powierzchni spoiny
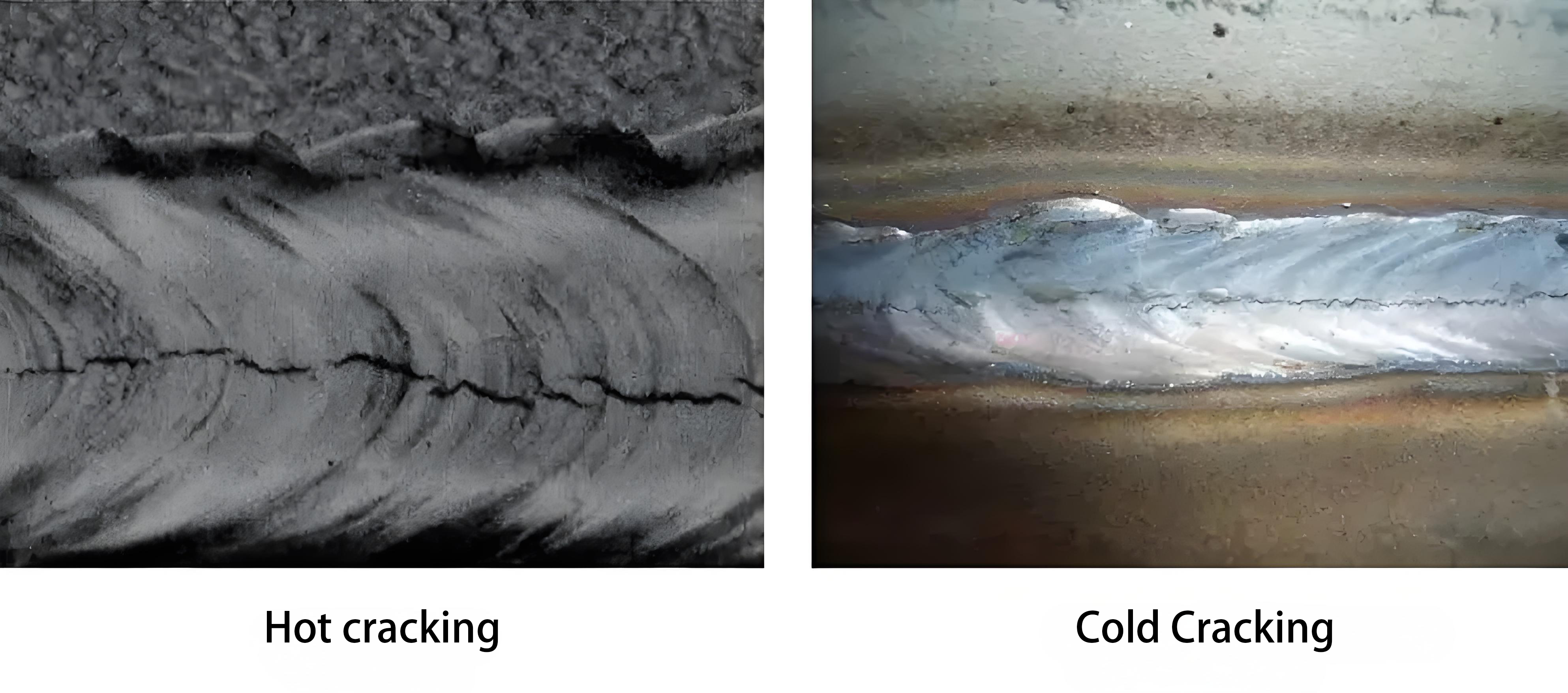
Analiza przyczyn:
- Szybkość chłodzenia podczas spawania jest zbyt duża, co powoduje nadmierne naprężenia cieplne.
- Niedostateczna kompatybilność materiału spawalniczego z materiałem bazowym lub niewłaściwy dobór materiału spawalniczego.
- Niewłaściwy proces spawania (np. nadmierne nagrzewanie lub nierównomierne chłodzenie).
Rozwiązanie:
- Kontroluj szybkość chłodzenia spoiny. Podgrzewanie wstępne lub obróbka cieplna po spawaniu mogą być stosowane w celu zmniejszenia naprężeń cieplnych.
- Wybierz odpowiedni materiał spawalniczy i upewnij się, że jest on kompatybilny z materiałem bazowym.
- Dostosuj proces spawania, aby uniknąć nadmiernego nagrzewania lub nierównomiernego chłodzenia.
Tenpalnik plazmowyPodczas użytkowania mogą wystąpić liczne problemy, zazwyczaj związane z prądem spawania, przepływem gazu, konserwacją dyszy i elektrody, środowiskiem spawania i innymi czynnikami. W przypadku różnych problemów, podjęcie odpowiednich działań w zakresie regulacji i naprawy może skutecznie poprawić jakość spawania i wydłużyć żywotność sprzętu.
Czas publikacji: 28-11-2024