Naprawa lub wzmacnianie wirników silników przy użyciunapawanie laseroweTo powszechna technika inżynierii powierzchni. W tym artykule szczegółowo wyjaśnimy proces laserowego napawania wirników silników. W tym artykule szczegółowo wyjaśnimy proces laserowego napawania wirników silników, a także dobór najodpowiedniejszego proszku do napawania w celu uzyskania idealnej warstwy napawania. Najpierw poznajmy zasadę laserowego napawania wirników silników.
Zasada laserowego napawania wirników silników
Nakładanie laserowemoże poprawić odporność wirników silnika na zużycie i korozję poprzez wtapianie proszków stopowych lub ceramicznych w powierzchnię podłoża, tworząc gęstą warstwę ochronną o wysokiej twardości.
Główne etapy stosowania laserowego topienia powłok wirnika silnika:
1. Przygotowanie
● Czyszczenie powierzchni wirnika: użyj papieru ściernego, piaskowania i innych metod, aby oczyścić powierzchnię wirnika silnika i usunąć warstwę tlenku, olej, rdzę i inne zanieczyszczenia, aby zapewnić dobrą kombinację proszku i podłoża w procesie powlekania.
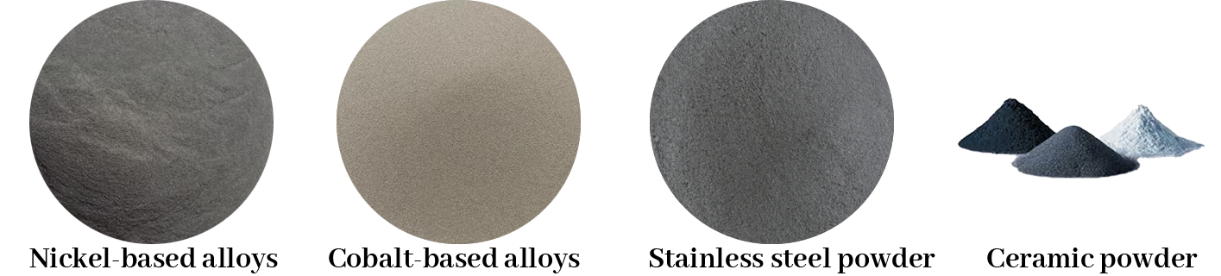
● Wybór materiału powłoki: Wybierz odpowiedni materiał powłoki proszkowej, w zależności od środowiska pracy i wymagań wirnika silnika. Typowe materiały to stopy na bazie niklu, stopy na bazie kobaltu, proszek ze stali nierdzewnej, ceramiczne materiały kompozytowe itp.
2. Wybór sprzętu do okładzin
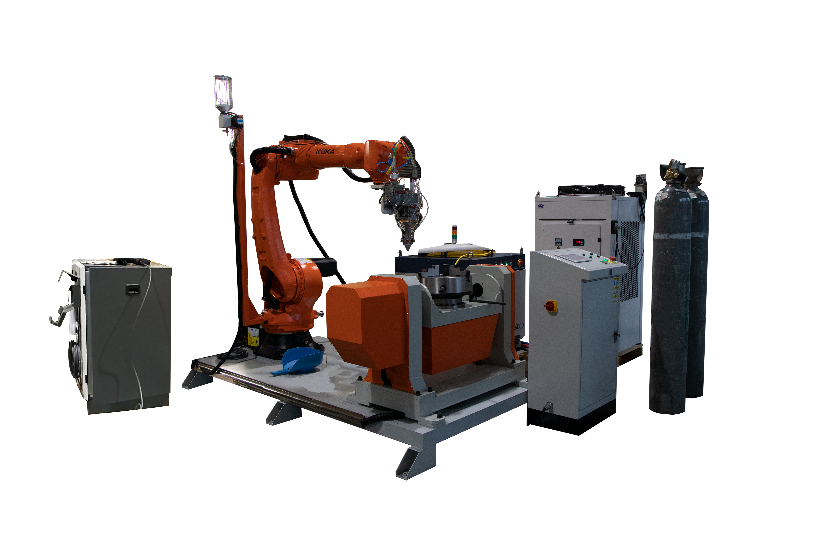
● Wybór źródła lasera: zazwyczaj stosuje się laser światłowodowy, laser CO₂ lub laser półprzewodnikowy, a moc lasera dobiera się w zależności od rozmiaru wirnika i temperatury topnienia materiału powłoki. Moc lasera wynosi zazwyczaj od 1 kW do 10 kW.

● Głowica topiąca: Wyposażona w odpowiednie urządzenie do podawania proszku, dzięki czemu proszek jest równomiernie dostarczany do obszaru działania wiązki laserowej. W zależności od potrzeb można wybrać konstrukcję wielokanałową lub wielodyszową urządzenia do podawania proszku.

3. Proces napawania laserowego
● Ustawienie parametrów: dostosuj moc lasera, prędkość skanowania, szybkość podawania proszku, ogniskową i inne parametry. Parametry te należy kontrolować, aby zapewnić równomierną grubość warstwy nakładki i jej dobre połączenie z podłożem. Zazwyczaj moc lasera wynosi 1–5 kW, a prędkość skanowania mieści się w zakresie 10–30 mm/s.
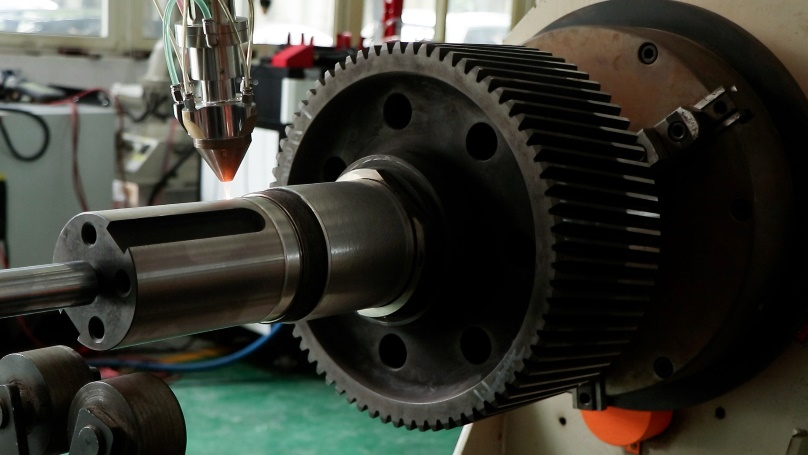
● Proces spawania:
1. Wiązka laserowa jest kierowana na powierzchnię wirnika i podgrzewana do temperatury topnienia.
2. Proszek do napawania jest dostarczany do obszaru napromieniowania laserowego przez dyszę podającą. Proszek topi się natychmiast pod wpływem wysokiej temperatury lasera i tworzy jeziorko stopu z materiałem bazowym.
3. W miarę przesuwania się wiązki laserowej, stopiony płyn stopniowo się ochładza, tworząc gęstą powłokę.
4. Cała powierzchnia wirnika jest skanowana linia po linii lub w sposób okrężny, aby sprawdzić integralność płaszcza.
4. Chłodzenie i leczenie pooperacyjne
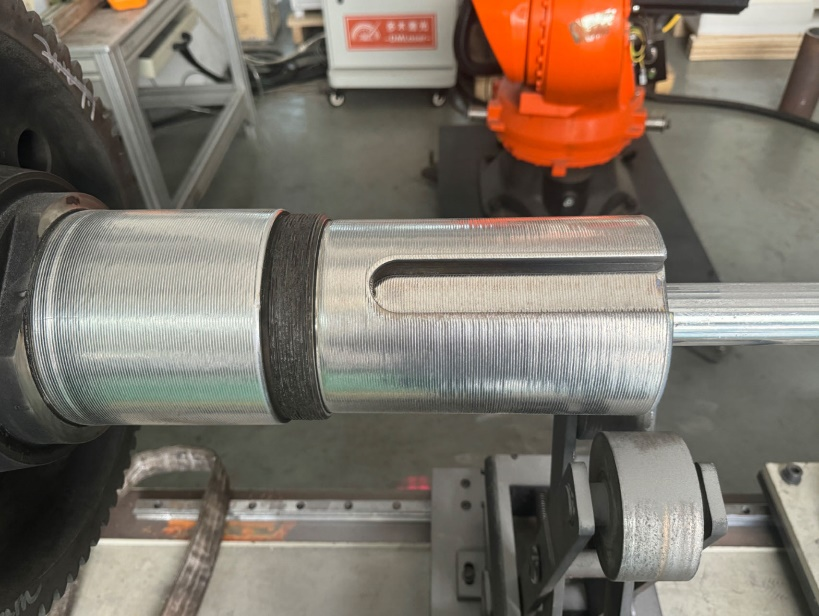
● Chłodzenie naturalne lub wymuszone: Po zakończeniu montażu okładziny można wybrać opcję naturalnego chłodzenia wirnika lub przyspieszyć proces chłodzenia poprzez chłodzenie powietrzem lub cieczą.
● Obróbka końcowa: Powierzchnia może być lekko szorstka po nałożeniu powłoki, co zazwyczaj wymaga późniejszej obróbki, takiej jak szlifowanie i polerowanie, w celu zapewnienia wykończenia powierzchni i dokładności wymiarowej.
5. Kontrola jakości
● Badania nieniszczące: Badania nieniszczące warstwy płaszcza w celu sprawdzenia, czy nie występują w niej żadne defekty, takie jak porowatość, pęknięcia itp. Do powszechnie stosowanych metod należą badania ultradźwiękowe, badania rentgenowskie itp.
● Badanie twardości i wytrzymałości wiązania: sprawdź twardość, odporność na zużycie i wytrzymałość wiązania warstwy okładziny, aby upewnić się, że warstwa okładziny spełnia wymagania projektowe.
Zalety napawania laserowego:
1. Wysoka precyzja: wiązka laserowa charakteryzuje się wysoką gęstością energii, warstwa okładziny jest mocno i gęsto połączona z materiałem bazowym.
2. Niskie oddziaływanie ciepła: niskie ciepło wprowadzane podczas napawania laserowego może ograniczyć odkształcenia termiczne materiału wirnika.
3. Możliwość naprawy: technologia napawania laserowego może być stosowana nie tylko do wzmacniania nowych części, ale także do naprawy starych części w celu wydłużenia żywotności wirnika silnika.
Technologia napawania laserowego ma szerokie zastosowanie w naprawie i wzmacnianiu wirników silników, szczególnie w silnikach wysokowydajnych i turbinach wiatrowych. Jesteś zainteresowany napawaniem laserowym?Skontaktuj się z nami!
Czas publikacji: 18.09.2024