Spawanie łukiem plazmowym(PAW) i spawanie łukiem elektrycznym w osłonie gazu obojętnego (GTAW, znane również jako spawanie łukiem elektrycznym w osłonie gazu obojętnego)Spawanie metodą TIG) mają wiele podobieństw w procesach, ale występują między nimi również pewne istotne różnice. Oto najważniejsze różnice:
1. Metoda formowania łuku
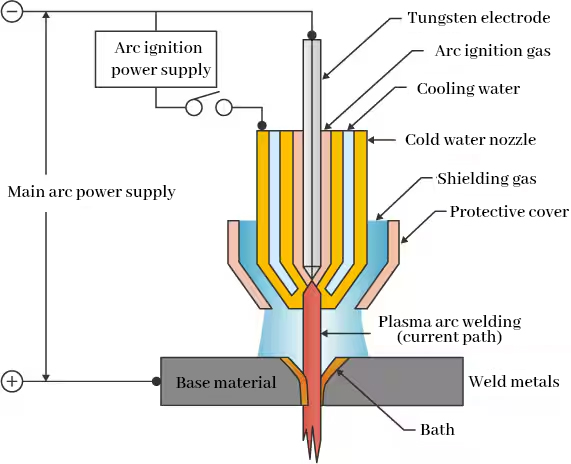
-Spawanie łukiem plazmowym (PAW):Technologia PAW wykorzystuje kontrolowany łuk plazmowy generowany przez zjonizowany gaz wewnątrz palnika i sprężany przez małą dyszę. Ponieważ łuk jest ograniczony przez dyszę, jest bardziej skoncentrowany i ma wyższą gęstość energii. Te łuki plazmowe można podzielić na dwa typy: **Łuk nieprzeniesiony** I **Przeniesiony łuk**. Łuk nie przenoszony służy do stabilizacji procesu spawania, natomiast łuk przenoszony służy do spawania materiału.
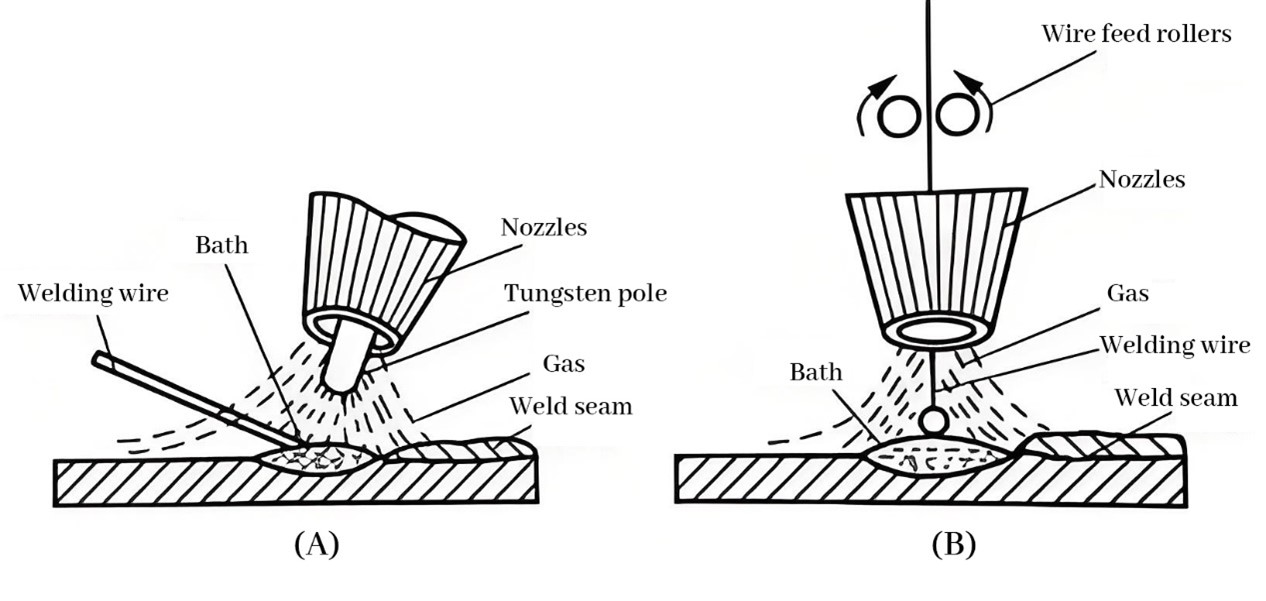
-GTAW (spawanie TIG):W metodzie GTAW łuk elektryczny wytwarzany jest za pomocą nietopionej elektrody wolframowej, która jest przykładana bezpośrednio do spawanego elementu i nie jest sprężana przez dyszę. Łuk ten ma bardziej naturalny i rozproszony kształt.
2. Precyzja łuku i gęstość energii
- PAW: Łuk plazmowy jest sprężany przez dyszę, co zwiększa jego koncentrację, gęstość energii jest wyższa, a penetracja jest głębsza, co umożliwia precyzyjne spawanie grubszych materiałów. Ponadto, metoda PAW zapewnia węższą spoinę i większą głębokość wtopienia.
- GTAW: Łuk spawalniczy GTAW jest szerszy i charakteryzuje się stosunkowo niską gęstością energii, co umożliwia spawanie cienkich materiałów. Kontrola spawania jest lepsza, ale zdolność do wtapiania nie jest tak dobra jak w metodzie PAW.
3. Gaz ochronny
- PAW: Metoda PAW wykorzystuje dwa gazy: **gaz jonowy** i **gaz osłonowy**. Gaz jonizujący (zwykle argon) służy do tworzenia łuku plazmowego, a gaz osłonowy (taki jak argon lub hel) chroni strefę spawania przed utlenianiem.
- GTAW: W metodzie GTAW zwykle stosuje się tylko jeden gaz obojętny (np. argon lub hel) w celu ochrony obszaru spawania przed tlenem atmosferycznym i azotem reagującymi z jeziorkiem stopionego metalu.
4. Elektrody

- PAW: Elektroda wolframowa w metodzie PAW jest otoczona dyszą i nie jest bezpośrednio wystawiona na działanie obszaru spawania, co wydłuża żywotność elektrody i zapewnia bardziej stabilny proces spawania.
- GTAW: W metodzie GTAW elektroda wolframowa jest odsłonięta w obszarze spawania i jest podatna na zanieczyszczenia oraz zużycie, co wymaga częstej konserwacji i wymiany elektrody.
5. Scenariusze zastosowań


- PAW: Ze względu na wysoką gęstość energii i koncentrację łuku plazmowego, metoda PAW nadaje się do spawania grubszych materiałów, precyzyjnego spawania i zastosowań wymagających wysokiej wydajności, w szczególności w przemyśle lotniczym, nuklearnym i spawaniu grubościennych rur ze stali nierdzewnej.
- GTAW: Metoda GTAW nadaje się do precyzyjnego spawania z niską emisją ciepła i jest stosowana szczególnie do cienkich materiałów i wymagających prac spawalniczych (np. aluminium, magnez, stal nierdzewna itp.). Idealnie nadaje się do produkcji precyzyjnych części i małych operacji spawalniczych.
6. Trudności w obsłudze
- PAW: Ze względu na wykorzystanie łuku plazmowego sprężonego, operacja jest stosunkowo bardziej skomplikowana, a koszt sprzętu jest wyższy, ale oferuje on większą prędkość spawania i możliwość głębokiego topienia.
- GTAW: Metoda GTAW jest stosunkowo prosta w obsłudze, a sprzęt jest stosunkowo niedrogi. Jest to jeden z najpopularniejszych procesów spawania ręcznego i automatycznego.
Streszczenie
Spawanie łukiem plazmowym (PAW) i GTAW mają podobną zasadę działania, ponieważ oba wytwarzają łuk elektryczny za pomocą elektrody wolframowej i chronią spoinę gazem obojętnym. Jednak łuk PAW jest sprężony, a energia bardziej skoncentrowana, co czyni go odpowiednim do spawania grubszych materiałów i spawania z wysoką precyzją, podczas gdy GTAW jest bardziej odpowiedni do spawania cienkich materiałów z niskim dopływem ciepła. Oba procesy różnią się grubością spoiny, gęstością energii, rodzajem gazu osłonowego i trudnością obsługi.
Czas publikacji: 29.09.2024