Dyskusja na temat sposobu podawania proszku w procesie napawania laserowego
Napawanie laserowe to nowa technologia produkcji i naprawy wzmocnionych elementów metalowych, szeroko stosowana w przemyśle lotniczym, motoryzacyjnym, petrochemicznym i innych dziedzinach. Jako jeden z kluczowych elementów urządzeń do napawania, podajnik proszku ma bezpośredni wpływ na jakość warstwy napawania i staje się coraz bardziej przedmiotem zainteresowania. Obecnie istnieją dwie popularne metody podawania proszku w napawaniu laserowym: metoda wstępnego podawania proszku oraz metoda synchronicznego podawania proszku.
Ustawiony wstępnie tryb podawania proszku
Materiał stopowy w postaci proszku, który ma być powlekany, jest uprzednio pokrywany powierzchnią materiału bazowego, a następnie wiązka lasera skanuje powierzchnię warstwy wstępnej stopu. Powierzchnia warstwy wstępnej absorbuje energię lasera, co powoduje podniesienie temperatury i stopienie. Jednocześnie ciepło powierzchni jest przekazywane do wnętrza poprzez przewodzenie ciepła. Po opuszczeniu warstwy przez wiązkę lasera, stopiony metal szybko krzepnie na powierzchni podłoża, tworząc metalurgicznie związaną warstwę stopu. Zaletą tego rozwiązania jest wysoka wydajność, równomierna grubość powłoki i trwałe połączenie z podłożem, ale wadą jest niskie zużycie proszku, co wymaga specjalistycznego sprzętu i technologii.
Tryb synchronicznego podawania proszku
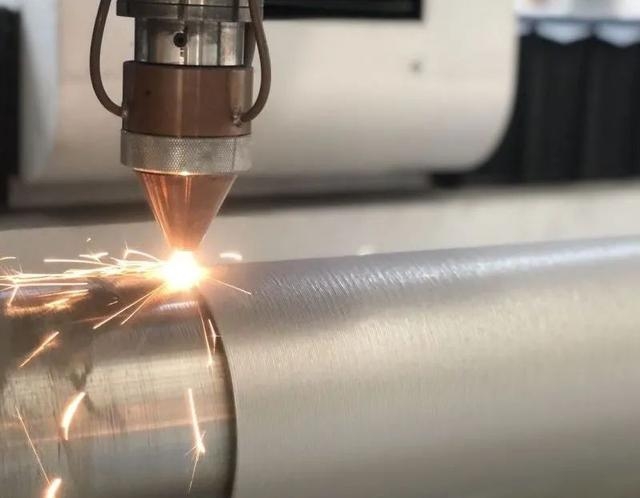
Materiał stopowy jest przesyłany bezpośrednio do strefy działania lasera za pomocą specjalnego przenośnika. Przed dotarciem do strefy topienia, proszek przechodzi przez wiązkę i jest rozgrzewany do czerwoności. Po dostaniu się do strefy topienia natychmiast się topi i jest przesyłany wraz z materiałem bazowym i proszkiem, tworząc warstwę stopową. Synchroniczne metody podawania proszku obejmują synchroniczne boczne podawanie proszku i współosiowe podawanie proszku. Synchroniczne boczne podawanie proszku jest proste w konstrukcji i tanie, ale stopień wykorzystania proszku nie jest wysoki, a jakość powłoki jest stosunkowo niska. Może być stosowane do laserowego napawania płaszczyzn i osi. Współosiowa struktura podawania proszku jest złożona, proszek jest wstępnie podgrzewany, jakość powłoki jest dobra, a wszechstronność jest wysoka.
Biorąc pod uwagę szybki rozwój technologii napawania laserowego oraz wzrost dokładności obróbki i wymagań jakościowych dotyczących warstwy napawania, szczególnie ważne jest opracowanie wydajnego podajnika proszku do obróbki napawania laserowego.
Czas publikacji: 24-08-2022