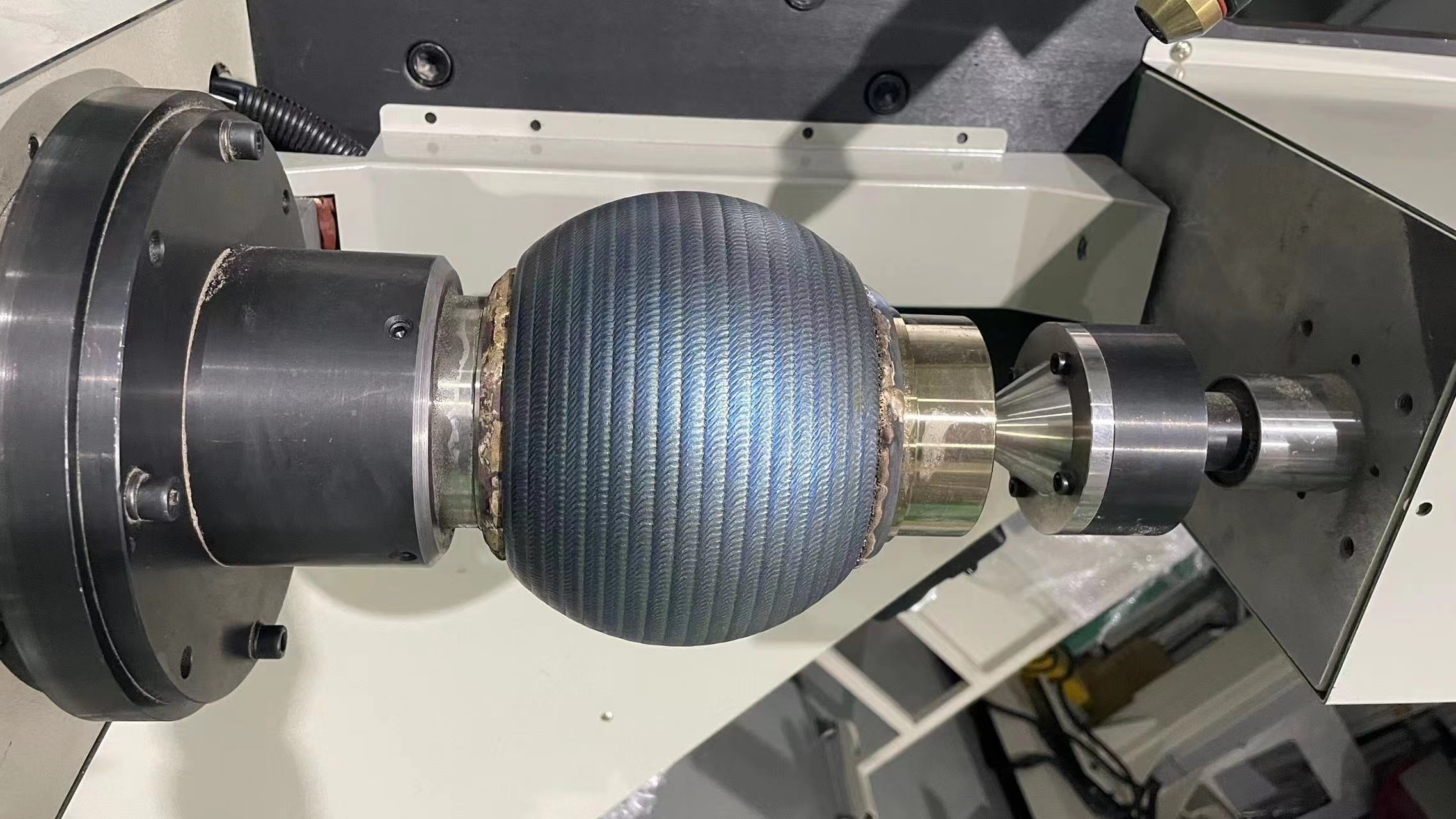
Jak wykonać powierzchnię zaworu kulowego metodą spawania metodą PTA
Firma Shanghai Duomu ma duże doświadczenie w napawaniu zaworów metodą spawania PTA.
Wypływ Co 6 powoduje, że złoże jest przejrzyste i płynne, stopień rozcieńczenia jest przeciwstawny i nie ma pęknięć.
Ogłoszenie:
A. Utlenianie kulek nastąpiłoby, gdyby materiał powierzchniowy został poddany działaniu wysokiej temperatury, co jest łatwe do uzyskania.
tlenki dostają się do stopionego jeziorka, Jeśli nie operowałeś prawidłowo, to jest możliwe wydostanie się porów.
B. Spawanie ma kształt łuku, a w procesie ślizgania łatwo jest usunąć żużel po obu stronach ściegu. Dlatego konieczne jest dodanie czasu przerwy.
C. Sugerowany tryb spawania to spawanie wiggle + progresja z niską prędkością, aby złagodzić zbyt dużą prędkość zakładu, która powodowała pękanie spoiny w wyniku nadmiernych naprężeń.
Poniżej podano parametry, które mogą być dla Ciebie punktem odniesienia
| Przedmiot obrabiany | Zawór kulowy | ||||
| Średnica | 165 mm | ||||
| Proszek powierzchniowy | Kompania 6 | ||||
| Grubość nawierzchni | 2,5 mm | ||||
| Typ powierzchni | PTA | ||||
| Tryb wyposażenia | V03BD+narzędzia do zaworów kulowych | ||||
| Czas podgrzewania | 2H | ||||
| Tryb podgrzewania wstępnego | Ogrzewanie elektryczne | ||||
| Min. temperatura podgrzewania | 150 ℃ | ||||
| Maksymalna temperatura międzywarstwowa | 350℃ | ||||
| Tryb powierzchniowy | Wiggle + Progression | Aktualny parametr | Gaz osłonowy | ||
| Prędkość skrętu | 0,31 obr./min | Prąd łuku głównego | 80A | Gaz | Ar |
| Szerokość wahadła | 8,8 mm | Wartość bazowa prądu | 45A | Gaz do podawania proszku | 3,5 l/min |
| Prędkość poruszania się | 20 mm/s | Prąd łuku pilota | 20A | Gaz jonowy | 1,2 l/min |
| Pozostały czas pauzy | 0,3 sekundy | Szybkość podawania proszku | 20 g/min | Gaz osłonowy | 10 l/min |
| Czas na przerwę | 0 sekund | Podnieś czas | 0,1 sek. | ||
| Odległość progresji | 6,7 mm | Czas upuszczania | 0,5 sek. | ||
| Prędkość postępu | 1,4 mm/s | Czas tarczy | 10s | ||
| Temperatura utrzymania ciepła | 450℃ przez 2-2,5 godz. | ||||
| Temperatura poboru | Schłodzić w nieruchomym powietrzu w temperaturze 300℃ | ||||

Wideo
Czas publikacji: 03-11-2022