TIG वेल्डिङ (TIG वेल्डिङ, टंगस्टन इनर्ट ग्यास वेल्डिङ भनेको निष्क्रिय ग्यास (मुख्यतया आर्गन) को सुरक्षा अन्तर्गत नन-फ्युज्ड टंगस्टन इलेक्ट्रोडहरू प्रयोग गरेर गरिने एक प्रकारको आर्क वेल्डिङ प्रक्रिया हो। यो प्रक्रिया यसको उच्च-गुणस्तरको वेल्डिङ परिणामहरूको लागि व्यापक रूपमा परिचित छ र वेल्डिङ सामग्रीहरूको विस्तृत दायरामा लागू हुन्छ, विशेष गरी स्टेनलेस स्टील, आल्मुनियम, म्याग्नेसियम र यसको मिश्र धातुहरू र अन्य दुर्दम्य वा अक्सिडाइज गर्न सजिलो धातु सामग्रीहरू वेल्डिङको लागि।
टिग वेल्डिंगको कार्य सिद्धान्त
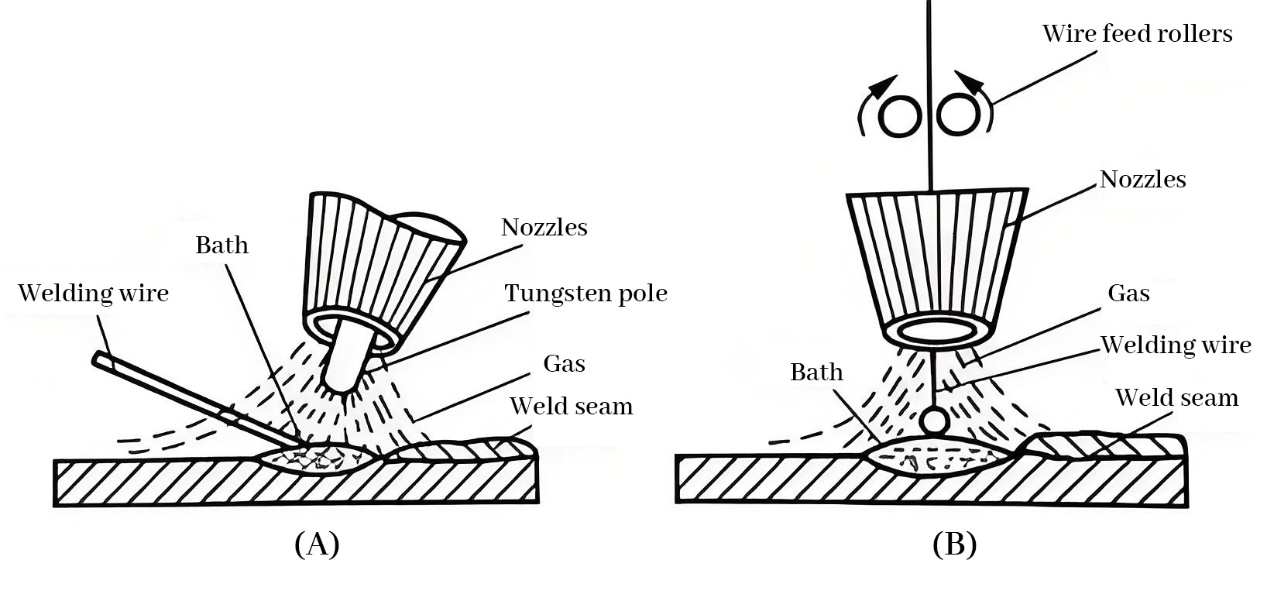
टिग वेल्डिङको आधारभूत सिद्धान्त भनेको टंगस्टन इलेक्ट्रोड र वर्कपीसको बीचमा चाप उत्पादन गर्नु हो, चापले उत्पन्न हुने उच्च तापक्रम प्रयोग गरेर वर्कपीस पगाल्छ, जसले गर्दा यसले वेल्डेड जोइन्ट बनाउँछ। वेल्डिङ प्रक्रियामा, टंगस्टन इलेक्ट्रोड पग्लने प्रक्रियामा संलग्न हुँदैन, र निष्क्रिय ग्यास (सामान्यतया आर्गन) आर्क जोन र पग्लिएको पोखरीलाई सुरक्षित गर्न, वायुमण्डलीय अक्सिजन, नाइट्रोजन र वेल्डको अन्य प्रदूषणलाई रोक्न वेल्डको गुणस्तर सुनिश्चित गर्न प्रयोग गरिन्छ।
टिग वेल्डिंगका घटकहरू
१.वेल्डिङ मेसिन: करेन्ट प्रदान गर्न र चापको शक्ति नियन्त्रण गर्न प्रयोग गरिन्छ।

२. टंगस्टन इलेक्ट्रोड: नपग्लने इलेक्ट्रोडको रूपमा, यसको उच्च तापक्रम प्रतिरोध, उपभोग गर्न सजिलो नभएको विशेषताहरू टिग वेल्डिङको लागि धेरै उपयुक्त छन्।
३. टर्च: TIG वेल्डिङको लागि मुख्य उपकरण, टर्चमा टंगस्टन इलेक्ट्रोड हुन्छ, जबकि निष्क्रिय ग्यास आर्क र पग्लिएको पोखरीलाई जोगाउन टर्च नोजलबाट बग्छ।
४. निष्क्रिय ग्यास (आर्गन): मुख्यतया आर्क र पग्लिएको पोखरीलाई जोगाउन, हावामा अक्सिजन र नाइट्रोजनले वेल्डिंग क्षेत्रलाई दूषित हुनबाट जोगाउन प्रयोग गरिन्छ।
५. फिलर धातु (वैकल्पिक): आवश्यकता अनुसार, वेल्ड सामग्रीको पूरकको लागि हातले भरिएको तार प्रयोग गर्न सकिन्छ।
टिग वेल्डिंगका फाइदाहरू
१. उच्च वेल्डिंग गुणस्तर: आर्गन ग्यासको सुरक्षात्मक प्रभावको कारण, वेल्डिंग प्रक्रियालाई अक्सिडाइज गर्न सजिलो छैन, वेल्ड सहज छ, कुनै स्प्याटर छैन, कम वेल्डिंग दोषहरू छन्।
२. उच्च वेल्डिंग परिशुद्धता: पातलो प्लेटको लागि उपयुक्त, सटीक भाग वेल्डिंग, सानो चाप नियन्त्रण गर्न सक्छ, धेरै राम्रो वेल्डिंग प्रदान गर्दछ।
३. बहु-सामग्री प्रयोज्यता: टिग वेल्डिंग विभिन्न प्रकारका सामग्रीहरू, विशेष गरी स्टेनलेस स्टील, आल्मुनियम, टाइटेनियम, निकल र यसको मिश्र धातुहरू र अन्य अलौह धातुहरूको वेल्डिंगको लागि उपयुक्त छ।
४. लचिलो सञ्चालन: विभिन्न पोजिसनहरूमा वेल्ड गर्न सकिन्छ, विभिन्न पोजिसन वेल्डिङको लागि उपयुक्त (फ्ल्याट वेल्डिङ, ठाडो वेल्डिङ, ब्याक वेल्डिङ, आदि)।
टिग वेल्डिंगका बेफाइदाहरू
१. ढिलो: राम्रो सञ्चालनको कारणले गर्दा, वेल्डिङको गति अपेक्षाकृत ढिलो हुन्छ, विशेष गरी ठूला क्षेत्रहरूमा वा बाक्लो प्लेट वेल्डिङ अन्य विधिहरू जत्तिकै कुशल हुँदैन।
२. उपकरणको जटिलता र उच्च लागत: टंगस्टन इलेक्ट्रोड, निष्क्रिय ग्यास आपूर्ति, आदि जस्ता विशेष उपकरणहरूको आवश्यकता, जसले वेल्डिङको लागत र जटिलता बढाउँछ।
३. उच्च सञ्चालन सीप आवश्यकताहरू: वेल्डरको सञ्चालन सीप आवश्यकताहरू उच्च हुन्छन्, शुरुआतीहरूलाई निपुणता हासिल गर्न बढी कठिनाइ हुन्छ, विशेष गरी चाप स्थिरता कायम राख्न र पग्लिएको पोखरीको नियन्त्रणको लागि निश्चित मात्रामा अनुभव चाहिन्छ।
टिग वेल्डिङको प्रयोग
टिग वेल्डिङ यसको उच्च परिशुद्धता र उच्च गुणस्तरको वेल्डिङ प्रभावको कारणले निम्न क्षेत्रहरूमा व्यापक रूपमा प्रयोग गरिन्छ:
१. एयरोस्पेस: TIG वेल्डिङ सामान्यतया एयरोस्पेसमा उच्च-शक्ति धातुहरू र हल्का मिश्र धातुहरू, जस्तै आल्मुनियम, म्याग्नेसियम मिश्र धातुहरू, टाइटेनियम आदि वेल्ड गर्न प्रयोग गरिन्छ।
२. आणविक उद्योग: स्टेनलेस स्टील र निकल-आधारित मिश्र धातुहरू जस्ता वेल्डिंग सामग्रीको उच्च शक्ति, जंग प्रतिरोध र उच्च तापक्रम प्रदर्शनको आवश्यकता।
३. अटोमोबाइल निर्माण: मुख्यतया अटोमोबाइल पार्ट्सको उच्च-परिशुद्धता वेल्डिंगको लागि प्रयोग गरिन्छ, विशेष गरी आल्मुनियम मिश्र धातु बडी र स्टेनलेस स्टील निकास पाइप वेल्डिंग।
४. पेट्रोकेमिकल उद्योग: टिग वेल्डिङ स्टेनलेस स्टील, आल्मुनियम ट्याङ्की र पाइपलाइन वेल्डिङमा व्यापक रूपमा प्रयोग गरिन्छ।
५. जहाज निर्माण उद्योग: पातलो प्लेट, आल्मुनियम मिश्र धातु र स्टेनलेस स्टीलका भागहरूमा जहाजहरू वेल्डिङ गर्न प्रयोग गरिन्छ।
टिग वेल्डिंग प्रक्रिया चरणहरू
तयारी:
वेल्डिङ क्षेत्र सफा गर्नुहोस् र सतहमा रहेको ग्रीस र अक्सिडाइज्ड छाला जस्ता अशुद्धताहरू हटाउनुहोस्।
टंगस्टन इलेक्ट्रोडको उपयुक्त व्यास छनौट गर्न वर्कपीसको मोटाई अनुसार।
उपयुक्त वेल्डिंग करेन्ट र आर्गन ग्यास प्रवाह सेट गर्नुहोस्।
२. इग्निशन: उच्च-फ्रिक्वेन्सी आर्क वा कन्ट्याक्ट आर्क इग्निशन आर्क, जसले गर्दा टंगस्टन इलेक्ट्रोड र वर्कपीसको बीचमा आर्क बनोस्।
३. पग्लिएको पोखरी नियन्त्रण: वेल्डरले चापको लम्बाइ र स्थितिमा निपुणता हासिल गर्नुपर्छ, पग्लिएको पोखरीको आकार र आकार नियन्त्रण गर्नुपर्छ ताकि एकरूप वेल्ड सुनिश्चित होस्।
४. फिलर धातु वैकल्पिक): यदि थप वेल्ड सामग्री आवश्यक छ भने, चापले धातु पगाल्दा तार म्यानुअल रूपमा भर्न सकिन्छ।
५. आर्क आउट र चिसो पार्ने: वेल्डिङ पूरा भएपछि, बिस्तारै आर्क निभाउनुहोस् र वेल्ड र टंगस्टन इलेक्ट्रोडको अक्सिडेशन रोक्नको लागि आर्गन ग्यासलाई चिसो पार्न जारी राख्नुहोस्।
टिग वेल्डिङका लागि सावधानीहरू
१. टंगस्टन इलेक्ट्रोड चयन र ग्राइन्डिङ: टंगस्टन इलेक्ट्रोडको प्रकार र आकार (टिप आकार) ले आर्क स्थिरतामा ठूलो प्रभाव पार्छ, उपयुक्त टंगस्टन इलेक्ट्रोड (जस्तै सेरियम टंगस्टन, थोरियम टंगस्टन, शुद्ध टंगस्टन, आदि) छनौट गर्न वेल्डिंग सामग्रीमा आधारित हुनुपर्छ।
२. ग्यास प्रवाह नियन्त्रण: आर्गन प्रवाह धेरै ठूलो वा धेरै सानो छ भने वेल्डिंग प्रभावलाई असर गर्छ, प्रवाह धेरै ठूलो छ भने ग्यास प्रवाह अशान्ति हुन सक्छ, धेरै सानो हुनु पर्याप्त सुरक्षा होइन।
३. सुरक्षात्मक उपायहरू: टिग वेल्डिङ प्रक्रियाको चाप तापक्रम उच्च हुन्छ, प्रकाश विकिरण हुन्छ, वेल्डरहरूले सुरक्षात्मक मास्क, पन्जा र अन्य सुरक्षात्मक उपकरणहरू लगाउनु पर्छ, जसले गर्दा आँखामा जलेको वा क्षतिको कारणले हुने चाप प्रकाशबाट बच्न सकिन्छ।
४. पग्लिएको पोखरीको तापक्रम नियन्त्रण: वेल्डिङ प्रक्रियामा पग्लिएको पोखरीको तापक्रममा सधैं ध्यान दिनु पर्ने आवश्यकता, ताकि अत्यधिक तातो हुनबाट वर्कपीसको विकृति वा वेल्डिङमा दोषहरू निम्त्याउन नपरोस्।
टिग वेल्डिंगका सामान्य दोषहरू
१. पोरोसिटी: अपर्याप्त सुरक्षात्मक ग्यास प्रवाह वा वर्कपीसको सतह सफा नभएको कारणले पोरोसिटी बन्न सक्छ।
२. फ्युज नभएको: वेल्डिङ करेन्ट अपर्याप्त वा अनुचित सञ्चालन हुन्छ, जसले गर्दा वेल्ड र वर्कपीस पूर्ण रूपमा फ्युज हुँदैन।
३. चर्किने ठाउँहरू: वेल्डिङको समयमा चिसो हुने समय धेरै छिटो हुँदा वा वर्कपीसमा धेरै आन्तरिक तनाव हुँदा चर्किने ठाउँहरू हुन सक्छन्।
TIG वेल्डिङ उच्च वेल्डिङ गुणस्तरको साथ व्यापक रूपमा लागू हुने प्रक्रिया हो, जुन विशेष गरी वेल्डिङ गुणस्तरको लागि उच्च आवश्यकताहरू भएका धातु सामग्रीहरूको लागि उपयुक्त छ। यद्यपि, यसको जटिल सञ्चालन र महँगो उपकरणहरूको कारण, यो सामान्यतया वेल्ड गुणस्तरको लागि उच्च आवश्यकताहरू भएका अवसरहरूको लागि प्रयोग गरिन्छ। आर्गन आर्क वेल्डिङ प्रविधिमा निपुणता हासिल गर्न वेल्डरहरूसँग प्रशस्त अनुभव र प्राविधिक स्तर हुनु आवश्यक छ।
पोस्ट समय: सेप्टेम्बर-३०-२०२४