प्लाज्मा वेल्डिङ टर्चउच्च परिशुद्धता वेल्डिंग कार्यको लागि कुशल वेल्डिंग उपकरणको रूपमा व्यापक रूपमा प्रयोग गरिन्छ। यसको कार्य सिद्धान्तमा उच्च तापक्रम चाप र ग्यास प्रवाह समावेश भएको हुनाले, यसलाई प्रयोग गर्दा केही सामान्य समस्याहरू हुन सक्छन्। प्लाज्मा वेल्डिंग टर्चहरूसँग हुने सामान्य समस्याहरू र तिनीहरूलाई कसरी समाधान गर्ने भन्ने सूची निम्न छ:

१. वेल्डिङ आर्क अस्थिरता
कारण विश्लेषण:
- वेल्डिङ पावर सप्लाईको आउटपुट अस्थिर छ र करेन्टमा धेरै उतारचढाव हुन्छ।
- वेल्डिङ गनको नोजल वा इलेक्ट्रोड बिग्रिएको छ, जसले गर्दा ग्यास प्रवाह असमान हुन्छ।
- ग्यास आपूर्तिको चाप अस्थिर छ वा ग्यासको गुणस्तर राम्रो छैन (जस्तै, धेरै अक्सिजन, आर्गन अशुद्धता)।
- वेल्डिङ करेन्ट धेरै कम छ वा चाप राम्ररी समायोजन गरिएको छैन।
समाधान:
- भोल्टेज र करेन्ट स्थिर छन् भनी सुनिश्चित गर्न वेल्डिङ पावर सप्लाई जाँच गर्नुहोस्।
- क्षतिग्रस्त इलेक्ट्रोड वा नोजलहरू जाँच गर्नुहोस् र बदल्नुहोस्, राम्रो इलेक्ट्रोड र नोजल क्लियरेन्स कायम राख्नुहोस्।
- आपूर्ति गरिएको ग्यासको शुद्धता सुनिश्चित गर्न ग्यासको चाप र प्रवाह दर जाँच गर्नुहोस्।
- वेल्डिङ करेन्ट र आर्क लम्बाइ सामान्य सञ्चालन दायरा भित्र हुने गरी समायोजन गर्नुहोस्।
२. अस्थिर वेल्डिंग पग्लने पूल, असमान वेल्ड सिम हुन्छ
कारण विश्लेषण:
- वेल्डिंग करेन्ट गलत तरिकाले सेट गरिएको, धेरै उच्च वा धेरै कमले पग्लिएको पोखरीको स्थिरतालाई असर गर्न सक्छ।
- ग्यास प्रवाह दर धेरै ठूलो वा धेरै सानो छ, जसले गर्दा अपर्याप्त ग्यास कभरेज हुन्छ र वेल्डको आकारलाई असर गर्छ।
- वेल्डिङ टर्च र वर्कपीस बीचको दूरी धेरै टाढा वा धेरै नजिक छ, जसले गर्दा अस्थिर चाप हुन्छ।
समाधान:
- वेल्डिङ सामग्री र प्लेटको मोटाई अनुसार करेन्ट र भोल्टेज उचित रूपमा समायोजन गर्नुहोस्।
- एकरूप ग्यास कभरेज सुनिश्चित गर्न र ग्यास प्वाल वा समावेशीकरण रोक्न ग्यास प्रवाह समायोजन गर्नुहोस्।
- उचित चाप लम्बाइ कायम राख्न वेल्डिङ टर्च र वर्कपीस बीचको दूरी समायोजन गर्नुहोस्।
३. इलेक्ट्रोड धेरै छिटो जीर्ण वा जलेको हुन्छ।
कारण विश्लेषण:
- वेल्डिङ करेन्ट धेरै उच्च छ, जसले गर्दा इलेक्ट्रोड धेरै तातो हुन्छ।
- अपर्याप्त ग्यास प्रवाह र कमजोर शीतलन प्रभाव।
- वेल्डिङ वातावरणमा प्रदूषकहरू (जस्तै तेल, ओसिलोपन, आदि) को उपस्थितिले आर्क अस्थिरता निम्त्याउँछ, जसले गर्दा इलेक्ट्रोडको पहिरन बढ्छ।
समाधान:
- धेरै उच्च वा धेरै कम हुनबाट बच्न वेल्डिंग करेन्ट जाँच गर्नुहोस् र समायोजन गर्नुहोस्।
- राम्रो शीतलन प्रभाव सुनिश्चित गर्न ग्यास प्रवाह बढाउनुहोस्।
- वेल्डिङ वातावरण सफा राख्नुहोस् र वर्कपीस सतहको दूषितताबाट बच्नुहोस्।
४. बन्द नोजल वा कार्बन निक्षेप

कारण विश्लेषण:
- अपर्याप्त वा अस्थिर ग्यास प्रवाहले भित्र कार्बन जम्मा हुन्छनोजल.
- वेल्डिङको समयमा अनुपयुक्त करेन्ट वा अत्यधिक चाप लम्बाइको प्रयोग, नोजलमा भार बढाउने।
- वेल्डिंग सामग्रीको गुणस्तरले अत्यधिक कालो वा अशुद्धता उत्पादन गर्छ।
समाधान:
- सहज हावा प्रवाह सुनिश्चित गर्न नियमित रूपमा नोजल जाँच गर्नुहोस् र सफा गर्नुहोस्।
- नोजललाई धेरै तातो हुनबाट जोगाउन करेन्ट र आर्क लम्बाइ समायोजन गर्नुहोस्।
- अशुद्धताको उत्पादन कम गर्न उच्च गुणस्तरको वेल्डिंग सामग्री प्रयोग गर्नुहोस्।
५. वेल्डिङ बन्दुक अत्यधिक तातो हुनु
कारण विश्लेषण:
- वेल्डिङ करेन्ट धेरै उच्च छ, जसले गर्दा वेल्डिङ टर्च धेरै पटक काम गर्छ र पर्याप्त ताप अपव्यय हुँदैन।
- वेल्डिङ प्रक्रियाको अत्यधिक प्रयोग, जसले गर्दा वेल्डिङ टर्चको ताप समयमै नष्ट हुँदैन।
- वेल्डिङ गन कुलिङ सिस्टम (जस्तै पानी कुलिङ वा हावा कुलिङ) असफलता वा पर्याप्त कुशल नभएको।
समाधान:
- वेल्डिङ समय र फ्रिक्वेन्सी नियन्त्रण गर्नुहोस्, धेरै लामो समयसम्म लगातार काम नगर्नुहोस्।
- टर्च कुलिङ सिस्टमको उचित सञ्चालन सुनिश्चित गर्न जाँच र मर्मत गर्नुहोस्।
- अत्यधिक तातो हुनबाट बच्न उचित करेन्ट र वेल्डिङ प्यारामिटरहरू प्रयोग गर्नुहोस्। ६.
६. ग्यास चुहावट
कारण विश्लेषण:
- ग्यास पाइपिङ, फिटिङ वा भल्भहरू खुकुलो वा बिग्रिएको, जसले गर्दा ग्यास चुहावट हुन्छ।
- टर्च जडान क्षेत्रको कमजोर सिलिङ, वा वेल्डिङको क्रममा उत्पन्न हुने उच्च तापक्रमले सिलिङ सामग्रीलाई क्षति पुर्याएको छ।
समाधान:
- ग्यास पाइपिङ र फिटिङहरू कडा जडानहरू सुनिश्चित गर्न समय-समयमा निरीक्षण गर्नुहोस्।
- ग्यास चुहावटबाट बच्न बिग्रिएको वा बिग्रिएको सिलहरू बदल्नुहोस्।
- उच्च तापक्रममा नफेलियोस् भनेर उपयुक्त सिलिङ सामग्री प्रयोग गर्नुहोस्।
७. वेल्डिङको समयमा पोरोसिटी

कारण विश्लेषण:
- ग्यास आपूर्ति अस्थिर वा अशुद्ध छ, जसले गर्दा सुरक्षात्मक ग्यासले वेल्डलाई पूर्ण रूपमा ढाक्न सक्दैन।
- वेल्डिङको क्रममा वर्कपीसको सतहमा तेल, ओसिलोपन वा अन्य अशुद्धताहरूको उपस्थितिले पग्लिएको पोखरीलाई दूषित बनाउँछ।
- वेल्डिङ करेन्ट धेरै कम छ, जसले गर्दा पग्लिएको पोखरी अपूर्ण हुन्छ, ग्यास प्रभावकारी रूपमा बाहिर निस्कन सक्दैन।
समाधान:
- स्थिर ग्यास आपूर्ति र योग्य ग्यास शुद्धता सुनिश्चित गर्नुहोस्।
- तेल, ओसिलोपन वा अन्य प्रदूषकहरू नभएको सुनिश्चित गर्न वर्कपीसको सतह सफा गर्नुहोस्।
- ग्यास अवरोधबाट बच्न पग्लिएको पोखरी पूर्ण रूपमा बनेको छ भनी सुनिश्चित गर्न वर्तमान र वेल्डिंग प्यारामिटरहरू समायोजन गर्नुहोस्।
८. वेल्डको सतहमा दरारहरू
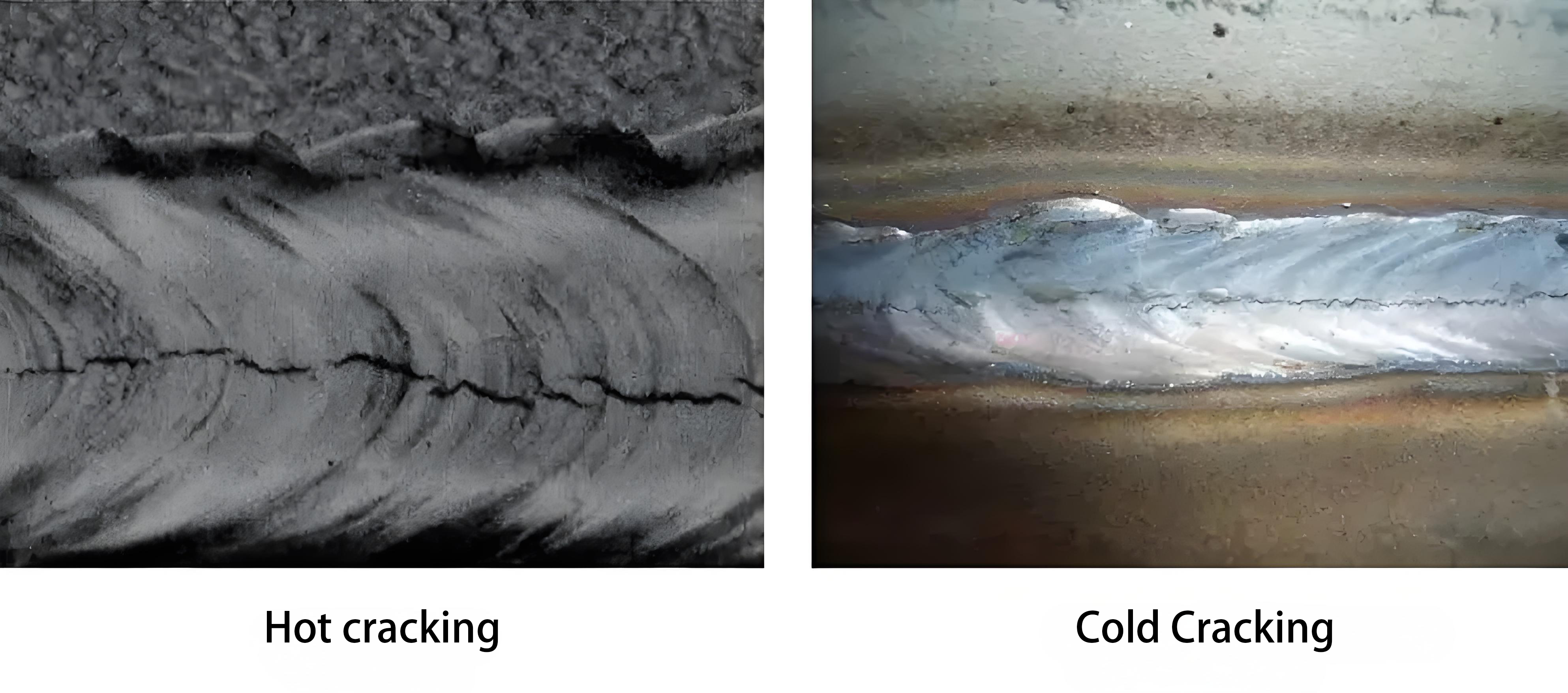
कारण विश्लेषण:
- वेल्डिङको समयमा चिसो हुने दर धेरै छिटो हुन्छ, जसले गर्दा अत्यधिक थर्मल तनाव हुन्छ।
- वेल्डिङ सामग्री र आधार सामग्री बीचको कम अनुकूलता, वा वेल्डिङ सामग्रीको अनुचित चयन।
- अनुचित वेल्डिंग प्रक्रिया (जस्तै अत्यधिक तताउने वा असमान चिसोपन)।
समाधान:
- वेल्डिङको चिसोपन दर नियन्त्रण गर्नुहोस्। थर्मल तनाव कम गर्न प्रिहिटिंग वा पोस्ट-हिट उपचार प्रयोग गर्न सकिन्छ।
- उपयुक्त वेल्डिंग सामग्री छान्नुहोस् र यो आधार सामग्रीसँग मिल्दो छ भनी सुनिश्चित गर्नुहोस्।
- अत्यधिक तताउने वा असमान चिसोपनबाट बच्न वेल्डिङ प्रक्रिया समायोजन गर्नुहोस्।
दप्लाज्मा टर्चप्रयोगको क्रममा धेरै समस्याहरू सामना गर्न सक्छ, जुन सामान्यतया वेल्डिंग करेन्ट, ग्यास प्रवाह, नोजल र इलेक्ट्रोड मर्मतसम्भार, वेल्डिंग वातावरण र अन्य कारकहरूसँग सम्बन्धित हुन्छन्। विभिन्न समस्याहरूको लागि, समायोजन र मर्मत गर्न उपयुक्त उपायहरू अपनाउनाले वेल्डिंगको गुणस्तर प्रभावकारी रूपमा सुधार गर्न र उपकरणको सेवा जीवन लम्ब्याउन सकिन्छ।
पोस्ट समय: नोभेम्बर-२८-२०२४