TC बियरिङहरू ढाक्न प्लाज्मा कसरी प्रयोग गर्ने?TC बियरिङहरूले सामान्यतया रबर सिल भएका गहिरो खाडल भएका बल बियरिङहरूलाई जनाउँछ, जुन विभिन्न मेकानिकल उपकरणहरूमा व्यापक रूपमा प्रयोग गरिन्छ, विशेष गरी जहाँ राम्रो सिलिङ प्रदर्शन आवश्यक हुन्छ। यस वातावरणमा लामो समयसम्म एक्सपोजरले अनिवार्य रूपमा पहिरन र क्षरण निम्त्याउनेछ। उच्च कठोरता पहिरन र क्षरण प्रतिरोधी क्ल्याडिङ प्राप्त गर्न TC बियरिङहरूको भित्री भाग पग्लन र क्ल्याड गर्न प्लाज्मा प्रयोग गरिन्छ। यसले प्रतिस्थापनको लागत बचत गर्छ।

प्लाज्मा क्ल्याडिङ प्रविधिको सिद्धान्त
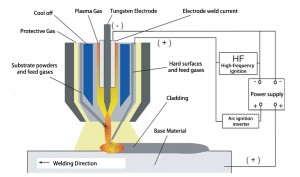
प्लाज्मा क्ल्याडिङयो एक प्रक्रिया हो जसमा प्लाज्मा आर्कद्वारा मिश्र धातुको पाउडर पगालिन्छ र उच्च-प्रदर्शन कोटिंग बनाउन सब्सट्रेटको सतहमा स्प्रे गरिन्छ। यो कोटिंग र सब्सट्रेट बीच धातुकर्म बन्धनको गठन द्वारा विशेषता हो, जसले सब्सट्रेटको कार्यसम्पादनमा उल्लेखनीय सुधार गर्दछ।
TC बेयरिङ बोरको प्लाज्मा क्ल्याडिङ गर्नु अघि तयारी कार्य
TC बेयरिङ बोरहरूको प्लाज्मा क्ल्याडिङको लागि समाधानहरूको पूर्ण सेट तल दिइएको छ, जसले प्रक्रिया प्रवाह, प्राविधिक प्यारामिटरहरू, सामग्री चयन र उपचार पछिका विधिहरू समेट्छ, जसले बेयरिङ बोरहरूको कार्यसम्पादनलाई प्रभावकारी रूपमा मर्मत वा बृद्धि गर्न सकिन्छ भनेर सुनिश्चित गर्दछ।
TC बेयरिङ क्ल्याडिङको उद्देश्य के हो?

१. जीर्ण वा कुजिएको बोरको आयाम पुनर्स्थापित गर्नुहोस् र शुद्धता बढाउनुहोस्।
२. बोरको सतहको पहिरन प्रतिरोध, जंग प्रतिरोध र उच्च तापक्रम प्रदर्शन बढाउनुहोस्।
३. गम्भीर काम गर्ने अवस्थाको आवश्यकताहरू पूरा गर्न बेयरिङको समग्र जीवन सुधार गर्नुहोस्।
समाधान
तयारी
- निरीक्षण र मूल्याङ्कन:
- बेयरिङ बोरको आयामी विचलन पत्ता लगाउन र मर्मतको मात्रा मूल्याङ्कन गर्न CMM प्रयोग गर्नुहोस्।
- काम गर्ने वातावरणको विश्लेषण गर्नुहोस् र बढाउनु पर्ने बोरको कार्यसम्पादन निर्धारण गर्नुहोस् (जस्तै पहिरन प्रतिरोध, जंग प्रतिरोध, आदि)।
- सतह पूर्व-उपचार:
- सतहमा रहेको तेल, अक्सिडाइज्ड तह र क्षय हटाउन बेयरिङ बोर सफा गर्नुहोस्।
- बोरको सतहको खुरदरापन बढाउन स्यान्डब्लास्टिङ वा मेसिनिङ प्रयोग गर्नुहोस् (रा ६.३-१२.५ माइक्रोमिटर) र कोटिंगको आसंजन सुधार गर्नुहोस्।
उपयुक्त क्ल्याडिङ सामग्री छनौट गर्न बेयरिङहरूको काम गर्ने अवस्था (जस्तै भार, गति, तापक्रम) अनुसार:
- निकेल-आधारित मिश्र धातु पाउडर:

- लागू हुने दृश्य: उच्च तापक्रम, उच्च क्षरण वातावरण।
- विशेषताहरू: लगाउने प्रतिरोधी, जंग प्रतिरोधी, कठोरता माथि५०-६० एचआरसी।
- कोबाल्ट-आधारित मिश्र धातु पाउडर (जस्तै स्टेलाइट श्रृंखला):

- परिदृश्य: उच्च तापक्रम, उच्च भार वातावरण।
- विशेषताहरू: उच्च तापक्रम अक्सीकरण प्रतिरोध, राम्रो प्रभाव प्रतिरोध, कठोरता सम्म४०-६० एचआरसी।
- फलाममा आधारित मिश्र धातु पाउडर:

- आवेदन परिदृश्य: सामान्य औद्योगिक उपकरण, आर्थिक छनौट।
- विशेषताहरू: मध्यम पहिरन प्रतिरोध, कम लागत।
३. प्लाज्मा क्ल्याडिङ प्रक्रिया
- उपकरण छनोट:
- क्ल्याडिङ तहको एकरूपता सुनिश्चित गर्न उच्च परिशुद्धता CNC प्लाज्मा क्ल्याडिङ उपकरणहरू अपनाउनुहोस्।
- सीमित बेयरिङ आन्तरिक व्यास भएका वर्कपीसहरूको लागि उपयुक्त, आन्तरिक प्वाल क्ल्याडिङको लागि सानो नोजलले सुसज्जित।
- प्रक्रिया प्यारामिटरहरू:
- पग्लने धारा: ८०-१२० ए (सामग्री अनुसार समायोजित)।
- पग्लने गति: १०-५० मिमी/मिनेट।
- ग्यास प्रवाह: १५-२० लिटर/मिनेट (सुरक्षात्मक ग्यास: आर्गन)।
- पग्लने मोटाई: ०.५-२.० मिमी, तहयुक्त पग्लने ठूलो मात्रामा मर्मत गर्नुहोस्।
- अन्तर-तह तापक्रम नियन्त्रण: १५० डिग्री सेल्सियस भन्दा बढी हुँदैन, ताकि सब्सट्रेटको विकृति निम्त्याउन गर्मी जम्मा हुन नपरोस्।
- पग्लने प्रक्रिया:
१. पग्लने प्रक्रिया एकरूपता सुनिश्चित गर्न भित्री प्वालको केन्द्रलाई पग्लने नोजलसँग मिलाउनुहोस्।
२. तल्लो तह, एक समान धातुकर्म बन्धन तह बनाउने।
३. तहयुक्त क्ल्याडिङको मोटाईको डिजाइन अनुसार, प्रत्येक तह प्राकृतिक शीतलन वा सहायक शीतलनको लागि पूरा गरिन्छ।
४. त्यसपछिको उपचार
- मेसिनिङ उपचार:
- क्ल्याडिङ पूरा भएपछि, आयामी सहिष्णुता र सतहको खस्रोपन आवश्यकताहरू पूरा गर्दछ भनेर सुनिश्चित गर्न आन्तरिक ग्राइन्डिङ वा सटीक टर्निङद्वारा बोरलाई डिजाइन गरिएको आकारमा मेसिन गरिन्छ (जस्तै Ra≤0.4 μm)।
- गर्मी उपचार (वैकल्पिक):
- अवशिष्ट तनावका कारण हुने दरारहरू रोक्नको लागि फ्युज्ड क्ल्याडिङ तहको तनाव राहत ताप उपचार।
- क्ल्याडिङ निरीक्षण:
- कठोरता परीक्षण: कोटिंग सतहको कठोरताले डिजाइन आवश्यकताहरू पूरा गर्नुपर्छ (जस्तै ५०-६० HRC)।
- गैर-विनाशकारी परीक्षण: दरार वा छिद्रहरूको लागि कोटिंगको अल्ट्रासोनिक वा चुम्बकीय कण परीक्षण।
- बन्धन शक्ति परीक्षण: कोटिंग र आधार सामग्री बीचको बन्धन शक्तिले आवश्यकताहरू पूरा गर्नुपर्छ (सामान्यतया ≥30 MPa)।
प्लाज्मा क्ल्याडिङ TC बियरिङका फाइदाहरू
१. लागत-प्रभावकारिता: नयाँ बियरिङहरू प्रतिस्थापन गर्नुको तुलनामा, प्लाज्मा क्ल्याडिङ मर्मत कम महँगो हुन्छ र सामग्री लागत बचत गर्छ।
२. कार्यसम्पादन सुधार: लेपित सामग्रीको कार्यसम्पादन मूल सामग्रीको भन्दा राम्रो हुन्छ, जसले सेवा जीवनलाई लम्ब्याउँछ।
३. प्रक्रियाको लचिलोपन: बेयरिङहरूको वास्तविक काम गर्ने अवस्था अनुसार विभिन्न कोटिंग सामग्रीहरू चयन गर्न सकिन्छ।
४. पुन: प्रयोग गर्न मिल्ने: क्षतिग्रस्त भएपछि बेयरिङहरू धेरै पटक मर्मत गर्न सकिन्छ।
TC बेयरिङ क्ल्याडिङमा हामीले के कुरामा ध्यान दिनुपर्छ?
१. ताप इनपुट नियन्त्रण:
क्ल्याडिङ प्रक्रियाको क्रममा आधार सामग्रीलाई अत्यधिक तातो हुनबाट जोगाउनुहोस्, जसले गर्दा बेयरिङको विकृति वा कार्यसम्पादनमा ह्रास आउन सक्छ।
२. आयामी सहिष्णुता:
क्ल्याडिङ पछि, बोरलाई सहिष्णुता भित्र (जस्तै H7 वा H6 स्तर) सटीक मेसिन गरिएको हुनुपर्छ।
३. सञ्चालन वातावरणमा अनुकूलन:
बेयरिङको सञ्चालन अवस्था (जस्तै तापक्रम, मध्यम) अनुसार क्ल्याडिङ सामग्री र प्रक्रिया प्यारामिटरहरूलाई अनुकूलन गर्नुहोस्।
TC बियरिङहरूको प्लाज्मा क्ल्याडिङको लागि आवेदन क्षेत्रहरू
•खानी मेसिनरी: भारी भारको कारणले गर्दा बेयरिङ बोरहरू मर्मत गर्न आवश्यक छ।
•अटोमोटिभ उद्योग: टिकाउपन सुधार गर्न उच्च-परिशुद्धता बियरिङहरूको बोर मर्मत गर्दै।
•निर्माण मेसिनरी: हाइड्रोलिक प्रणालीहरूमा बियरिङहरूको पहिरन प्रतिरोध र जंग प्रतिरोधको वृद्धि।
•सामान्य औद्योगिक उपकरणहरू: सामान्य-उद्देश्यीय बियरिङहरूको सेवा जीवन विस्तार गर्नुहोस्।
पोस्ट समय: डिसेम्बर-२४-२०२४