प्लाज्मा आर्क वेल्डिङ(PAW) र ग्यास टंगस्टन आर्क वेल्डिंग (GTAW, जसलाई टंगस्टन इनर्ट ग्यास शिल्डेड वेल्डिंग पनि भनिन्छ,TIG वेल्डिङ) मा धेरै प्रक्रिया समानताहरू छन्, तर तिनीहरूमा केही महत्त्वपूर्ण भिन्नताहरू पनि छन्। निम्न प्रमुख भिन्नताहरू छन्:
१. चाप गठन विधि
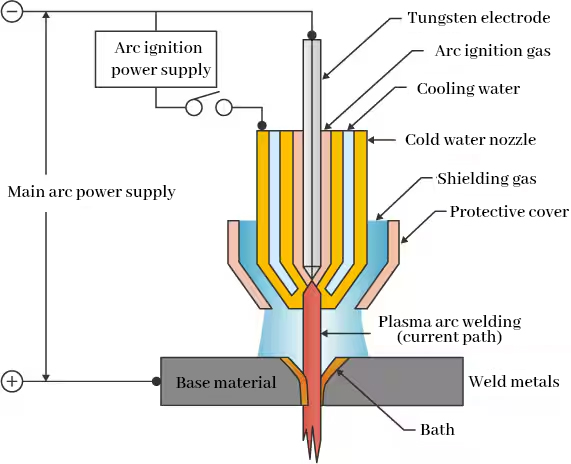
-प्लाज्मा आर्क वेल्डिङ (PAW): PAW ले एक नियन्त्रित प्लाज्मा आर्क प्रयोग गर्दछ जुन टर्च भित्र आयनीकृत ग्यास द्वारा उत्पन्न हुन्छ र सानो नोजल मार्फत संकुचित हुन्छ। चाप नोजल द्वारा सीमित भएकोले, आर्क अधिक केन्द्रित हुन्छ र उच्च ऊर्जा घनत्व हुन्छ। यी प्लाज्मा आर्कहरूलाई दुई प्रकारमा वर्गीकृत गर्न सकिन्छ: **स्थानान्तरण नगरिएको चाप** र **स्थानान्तरित चाप**। गैर-स्थानान्तरण गरिएको चाप वेल्डिंग प्रक्रियालाई स्थिर बनाउन प्रयोग गरिन्छ, जबकि स्थानान्तरण गरिएको चाप सामग्री वेल्ड गर्न प्रयोग गरिन्छ।
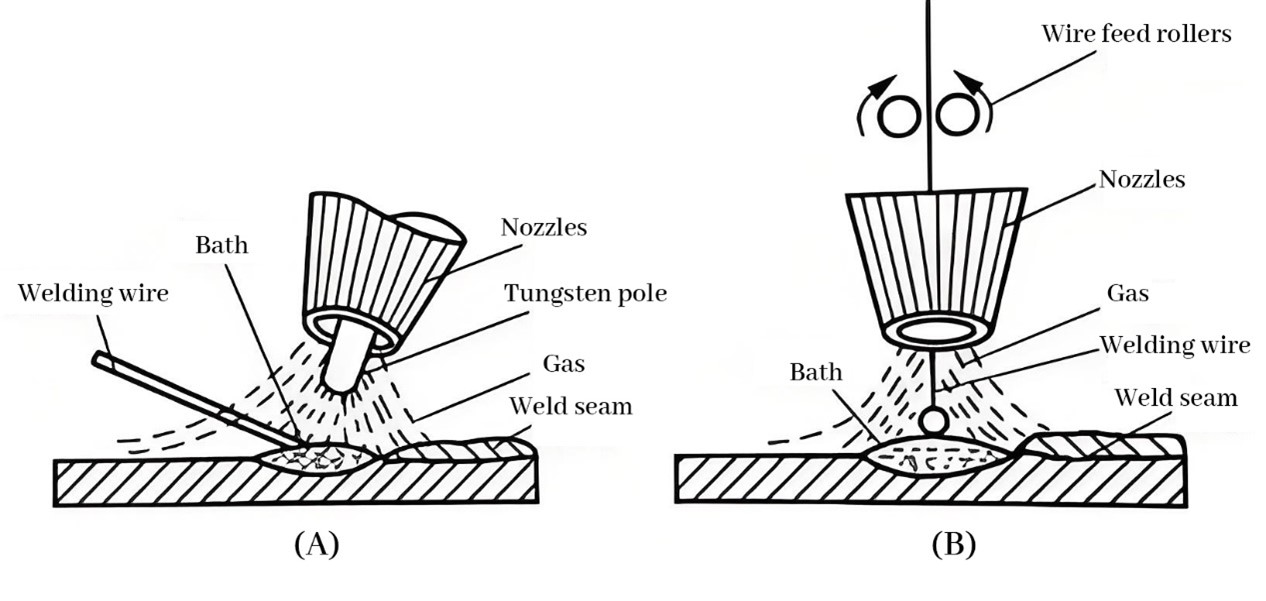
-GTAW (TIG वेल्डिङ): GTAW ले चाप उत्पादन गर्न नन-पग्लिएको टंगस्टन इलेक्ट्रोड प्रयोग गर्दछ, जुन सिधै वेल्डेड वर्कपीसमा लागू हुन्छ र नोजलद्वारा संकुचित हुँदैन। यो चापको आकार बढी प्राकृतिक र छरिएको हुन्छ।
२. चाप परिशुद्धता र ऊर्जा घनत्व
- PAW: प्लाज्मा चाप नोजलद्वारा संकुचित हुन्छ, चाप बढी केन्द्रित हुन्छ, ऊर्जा घनत्व बढी हुन्छ, वेल्डिंग प्रवेश बलियो हुन्छ, बाक्लो सामग्रीहरूको सटीक वेल्डिंगको लागि उपयुक्त हुन्छ। थप रूपमा, PAW ले साँघुरो वेल्ड सिम र गहिरो गहिराइको फ्युजन उत्पादन गर्दछ।
- GTAW: GTAW को चाप फराकिलो छ, अपेक्षाकृत कम ऊर्जा घनत्वको साथ, पातलो सामग्रीहरू वेल्डिंगको लागि उपयुक्त छ। यसको वेल्ड नियन्त्रण राम्रो छ, तर प्रवेश क्षमता PAW जत्तिकै राम्रो छैन।
३. सुरक्षात्मक ग्यास
- PAW: PAW ले दुई ग्यासहरू प्रयोग गर्दछ: ** आयन ग्यास ** र ** शिल्डिंग ग्यास **। आयनाइजिंग ग्यास (सामान्यतया आर्गन) प्लाज्मा आर्क बनाउन प्रयोग गरिन्छ र शिल्डिंग ग्यास (जस्तै आर्गन वा हेलियम) वेल्ड क्षेत्रलाई अक्सिडेशनबाट जोगाउन प्रयोग गरिन्छ।
- GTAW: GTAW ले सामान्यतया एउटा मात्र निष्क्रिय ग्यास (जस्तै आर्गन वा हेलियम) प्रयोग गर्छ जसले पग्लिएको पोखरीसँग प्रतिक्रिया गर्ने वायुमण्डलीय अक्सिजन र नाइट्रोजनबाट वेल्ड क्षेत्रलाई जोगाउँछ।
४. इलेक्ट्रोडहरू

- PAW: PAW मा रहेको टंगस्टन इलेक्ट्रोड नोजलले घेरिएको हुन्छ र इलेक्ट्रोड सिधै वेल्ड क्षेत्रमा पर्दैन, जसले गर्दा इलेक्ट्रोडको आयु लामो हुन्छ र वेल्डिङ प्रक्रिया अझ स्थिर हुन्छ।
- GTAW: GTAW मा, टंगस्टन इलेक्ट्रोड वेल्ड क्षेत्रमा पर्दछ र प्रदूषण र घिस्रने सम्भावना बढी हुन्छ, त्यसैले इलेक्ट्रोडको बारम्बार मर्मत र प्रतिस्थापन आवश्यक पर्दछ।
५. आवेदन परिदृश्यहरू


- PAW: प्लाज्मा आर्कको उच्च ऊर्जा घनत्व र सांद्रताको कारण, PAW बाक्लो सामग्री, सटीक वेल्डिंग र उच्च उत्पादकता अनुप्रयोगहरूको लागि उपयुक्त छ, विशेष गरी एयरोस्पेस, आणविक उद्योग र बाक्लो-पर्खाल स्टेनलेस स्टील पाइपहरूको वेल्डिंगमा प्रयोग गरिन्छ।
- GTAW: GTAW सटीक, कम ताप इनपुट वेल्डिंगको लागि उपयुक्त छ, र विशेष गरी पातलो सामग्री र माग गर्ने वेल्डिंगमा प्रयोग गरिन्छ (जस्तै आल्मुनियम, म्याग्नेसियम, स्टेनलेस स्टील, आदि)। यो सटीक भागहरूको निर्माण र साना वेल्डिंग सञ्चालनको लागि आदर्श रूपमा उपयुक्त छ।
६. सञ्चालन कठिनाई
- PAW: कम्प्रेस्ड प्लाज्मा आर्कको प्रयोगको कारण, सञ्चालन अपेक्षाकृत जटिल छ र उपकरणको लागत बढी छ, तर यसले उच्च वेल्डिंग गति र गहिरो पग्लने क्षमताहरू प्रदान गर्दछ।
- GTAW: GTAW सञ्चालन गर्न अपेक्षाकृत सरल छ र उपकरणहरू अपेक्षाकृत सस्तो छन्। यो म्यानुअल र स्वचालित वेल्डिंगमा प्रयोग हुने सबैभन्दा सामान्य प्रक्रियाहरू मध्ये एक हो।
निष्कर्षमा
प्लाज्मा आर्क वेल्डिङ (PAW) र GTAW सिद्धान्तमा समान छन् किनकि तिनीहरू दुवैले टंगस्टन इलेक्ट्रोड मार्फत चाप उत्पन्न गर्छन् र निष्क्रिय ग्यासले वेल्डलाई सुरक्षित गर्छन्, तर PAW चाप संकुचित हुन्छ र ऊर्जा बढी केन्द्रित हुन्छ, जसले यसलाई बाक्लो सामग्री र उच्च-परिशुद्धता वेल्डिङको लागि उपयुक्त बनाउँछ, जबकि GTAW कम ताप इनपुटको साथ पातलो सामग्रीहरू वेल्डिङ गर्न बढी उपयुक्त छ। वेल्ड मोटाई, ऊर्जा घनत्व, शिल्डिंग ग्यासको प्रकार, र सञ्चालनको कठिनाईको सन्दर्भमा यी दुई फरक छन्।
पोस्ट समय: सेप्टेम्बर-२९-२०२४