I. सिद्धान्तहरूको सिंहावलोकन
प्लाज्मा क्ल्याडिङ एक उन्नत क्ल्याडिङ प्रक्रिया हो जसले हाइड्रोजन प्लाज्मा आर्कलाई ताप स्रोतको रूपमा र पाउडर मिश्र धातुलाई फिलर सामग्रीको रूपमा प्रयोग गर्दछ। परम्परागत विद्युतीय वेल्डिङ, हाइड्रोजन आर्क वेल्डिङ र अन्य क्ल्याडिङ विधिहरूको तुलनामा, प्लाज्मा पाउडर क्ल्याडिङमा क्ल्याडिङ मोल्डिङ, पग्लने गहिराइ नियन्त्रण गर्न सकिन्छ, उच्च बन्धन, राम्रो घनत्व, स्वचालन र अन्य विशेषताहरू महसुस गर्न सजिलो हुन्छ, र त्यसैले भल्भ इन्टरप्राइजको लागि विशेष उपकरण निर्माण इजाजतपत्रको लागि आवेदन दिनको लागि सबैभन्दा उपयुक्त पनि छ।
भल्भ कम्पनीहरूले विशेष उपकरण निर्माण इजाजतपत्र (TS) A-स्तर प्रमाणीकरणको लागि आवेदन दिन्छन्, सम्बन्धित प्रमाणीकरण विभागलाई आवश्यक उपकरणहरू चाहिन्छ।
प्लाज्मा पाउडर क्ल्याडिङ उपकरण कार्यप्रवाह
(१) आर्क जेनेरेसन
उपकरण भित्र दुई प्रकारका आर्क जेनेरेटरहरू छन्, जसले क्रमशः गैर-स्थानान्तरण आर्क र ट्रान्सफर आर्क आपूर्ति गर्दछ। दुई पावर स्रोतहरूको नकारात्मक ध्रुवहरू समानान्तर रूपमा एकसाथ जोडिएका छन् र केबल मार्फत वेल्डिंग गनको डोभ इलेक्ट्रोड (ऋणात्मक ध्रुव) मा जोडिएका छन्। गैर-स्थानान्तरण आर्क पावर सप्लाईको सकारात्मक टर्मिनल केबल मार्फत स्ट्याकिंग गनको नोजलमा जोडिएको छ, र ट्रान्सफर आर्क पावर सप्लाईको सकारात्मक टर्मिनल केबल मार्फत वर्कपीसमा जोडिएको छ। नोजल र इलेक्ट्रोडलाई चिसो पार्न पानी-चिसो केबलहरू मार्फत चिसो पानी वेल्डिंग गनमा लगिन्छ। हाइड्रोजन ग्यास सोलेनोइड भल्भ र फ्लोट फ्लो मिटर मार्फत क्ल्याडिंग गनमा प्रवेश गर्दछ। जब पावर सप्लाई खोलिन्छ, गैर-स्थानान्तरण आर्क उच्च-फ्रिक्वेन्सी स्पार्क द्वारा प्रज्वलित हुन्छ। त्यसपछि गैर-स्थानान्तरण आर्क ढुकुर इलेक्ट्रोड र वर्कपीस बीच गैर-स्थानान्तरण आर्कको ज्वाला द्वारा सिर्जना गरिएको प्रवाहकीय मार्ग द्वारा प्रज्वलित हुन्छ। ट्रान्सफर आर्कको प्रज्वलन पछि, यसले गैर-स्थानान्तरण आर्कलाई राख्न वा काट्न सक्छ।
गैर-स्थानान्तरण चापलाई कायम राख्नुहोस् वा काट्नुहोस्। पग्लिएको पोखरी उत्पादन गर्न वर्कपीसको सतहमा स्थानान्तरण चापको मुख्य प्रयोग।
(२) वेल्डिङ पाउडर आउटपुट
आवश्यक मात्रा अनुसार पाउडर फिडरद्वारा मिश्र धातुको पाउडर निरन्तर आपूर्ति गरिन्छ, र पाउडर फिडिङ एयरफ्लो (सामान्यतया हाइड्रोजन) को मद्दतले वेल्डिंग टर्चमा पठाइन्छ र आर्कमा उडाइन्छ। आर्क स्तम्भमा मिश्र धातुको पाउडर पूर्व-तताइएको, पग्लिएको वा अर्ध-पग्लिएको अवस्थामा, वर्कपीस पग्लिएको पोखरीमा स्प्रे गरिन्छ, पग्लिएको पोखरीमा पूर्ण रूपमा पग्लिएको र डिस्चार्ज गरिएको हुन्छ।
पोखरी पूर्ण रूपमा पग्लिन्छ, र ग्यास निष्कासन हुन्छ र स्ल्याग बाहिर तैरिन्छ।
(३) प्यारामिटर समायोजन
पग्लने मिश्र धातु पाउडर र वर्कपीसमा स्थानान्तरण गरिएको तापलाई नियन्त्रण गर्न ट्रान्सफर आर्क र नन-ट्रान्सफर आर्क करेन्ट, पाउडर फिडिङको मात्रा र प्रक्रिया विशिष्टताको अन्य प्यारामिटरहरू समायोजन गरेर। वेल्डिङ टर्च र वर्कपीसको सापेक्षिक चालको साथ, मिश्र धातु पग्लने पूल बिस्तारै ठोस हुँदै गयो, इच्छित मिश्र धातु निक्षेप तह प्राप्त गर्न वर्कपीसमा।
इच्छित मिश्र धातु तह वर्कपीसमा प्राप्त हुन्छ।
प्लाज्मा पाउडर क्ल्याडिङ प्रक्रियाको विशेषताहरू
प्लाज्मा क्ल्याडिङ ताप स्रोतको रूपमा प्लाज्मा आर्कको प्रयोग र फिलर धातुको रूपमा मिश्र धातु पाउडरको प्रयोगको कारणले गर्दा हुन्छ, जसमा अन्य सतह क्ल्याडिङ विधिहरूको तुलनामा धेरै फाइदाहरू छन्।
अन्य सतह क्ल्याडिङ विधिहरूको तुलनामा, यसका धेरै फाइदाहरू छन्।
• (१) छिटो क्ल्याडिङ गति, उच्च उत्पादकता।
• (२) नियन्त्रणयोग्य पग्लने गहिराइ, कम पातलोपन दर।
• (३) सतहको सतह समतल र चिल्लो, उच्च घनत्व भएको, एक पटकमा ०.५-५ मिमी सतहको सतह प्राप्त गर्न सकिन्छ।
• (४) प्रक्रिया स्थिरता राम्रो छ, स्प्रे वेल्डिंग तहको गुणस्तर उच्च छ, लामो समयसम्म स्थिर सतह तह प्राप्त गर्न सकिन्छ, र सतहको सतह बिना सतहको सतह, सतहको सतहमा कुनै सतहको गुणस्तर समस्या छैन।
• (५) मिश्र धातु पाउडर तयारी सरल छ, विस्तृत दायराका सामग्रीहरूको प्रयोग, तपाईं ड्रिल-आधारित, जिन-आधारित, फलाम-आधारित, तामा-आधारित पाउडर वेल्डिंग उपभोग्य वस्तुहरू प्रयोग गर्न छनौट गर्न सक्नुहुन्छ, र काम गर्ने अवस्था अनुसार सीधै तयार गर्न सकिन्छ।र यो काम गर्ने अवस्था अनुसार सीधै तयार गर्न सकिन्छ।
• (६) यसलाई आवश्यकता अनुसार विशेष मेसिन र रोबोटहरूले सुसज्जित गर्न सकिन्छ, जसले स्वचालन महसुस गर्न र श्रम तीव्रता कम गर्न सजिलो हुन्छ।
II. उपकरण संरचना
उपकरणमा मुख्यतया प्लाज्मा पाउडर वेल्डिङ मेसिन र स्वचालित वेल्डिङ टूलिङ (वैकल्पिक) हुन्छ।
१. प्लाज्मा पाउडर सतह वेल्डिङ मेसिन
हाम्रो कम्पनीले कुल तीन प्रकारका प्लाज्मा पाउडर क्ल्याडिङ मेसिन उत्पादन गर्छ: DML-V02BD (100A), DML-V03AD (160A), DML-V03BD (300A), वास्तविक काम गर्ने अवस्थाको माग चयन अनुसार पावरमा ठूलो र सानो हुन्छ। होस्ट पावर सप्लाईले अत्यधिक एकीकृत अपनाउँछ।
होस्टको पावर सप्लाईले अत्यधिक एकीकृत डिजाइन, उत्कृष्ट प्रदर्शन र सानो भोल्युम अपनाउँछ, र रेफ्रिजरेसन ट्याङ्की उच्च-शक्ति कम्प्रेसरको साथ स्थापित गरिएको छ, जसले चिसो पानीलाई लामो समयसम्म स्थिर तापक्रममा राख्न सक्छ, जसले लामो समयसम्म निरन्तर काम सुनिश्चित गर्दछ।
यसले चिसो पानीलाई लामो समयसम्म स्थिर तापक्रममा राख्न सक्छ र लामो समयसम्म निरन्तर काम गर्ने माग सुनिश्चित गर्न सक्छ।

चित्र १ बहु प्लाज्मा पाउडर क्ल्याडिङ उपकरणहरूको एकीकरण
२. स्वचालित सतह मेसिनहरू
भल्भ सिलिङ सतह सतहको लागि, हाम्रो कम्पनीले विभिन्न प्रकारका विशेष सतह मेसिनहरू विकास गरेको छ, जुन एक्सेन्ट्रिक बटरफ्लाइ भल्भ, गेट भल्भ, बल भल्भ, ग्लोब भल्भ, रेगुलेटिंग भल्भ र क्षेत्रमा अन्य सामान्य-उद्देश्य भल्भहरूमा लागू हुन्छ, र सांघाई भल्भ फ्याक्ट्री कम्पनीमा सेवा गरेको छ।
लिमिटेड र झेजियाङ लियान्डा भल्भ ग्रुप कम्पनी जस्ता दर्जनौं भल्भ निर्माताहरू।
विशेष मेसिनले समग्र पोजिसनर र मेकानिकल आर्मको तरिका अपनाउँछ, स्टेपिङ मोटर (वैकल्पिक सर्वो मोटर), रेखीय स्लाइड, पेन्डुलम, आर्क प्रेसर ट्र्याकिङ उपकरणको साथ।
मेसिनमा स्टेपिङ मोटर (वैकल्पिक सर्वो मोटर), रेखीय स्लाइड रेल, पेन्डुलम, आर्क प्रेसर ट्र्याकिङ उपकरण (वैकल्पिक), आदि जडान गरिएको छ, जसले यात्रालाई सटीक र कम्पनलाई सानो बनाउँछ। PLC प्रणाली प्रयोग गरेर विशेष मेसिन नियन्त्रण प्रणाली, निर्मित
विभिन्न प्रकारका क्ल्याडिङ प्रोग्रामहरू, विभिन्न जटिल उत्पादनहरूका लागि प्रोग्राम गर्न सकिन्छ, साधारण CNC प्रणाली भन्दा सञ्चालन गर्न सजिलो।
थप रूपमा, ग्राहकको आवश्यकता अनुसार CNC नियन्त्रण प्रणाली पनि थप्न सकिन्छ। रोटरी मेकानिजम एक सटीक रोटरी सपोर्ट मेकानिजम द्वारा संचालित हुन्छ, जसमा उच्च असर क्षमता र उच्च रोटरी शुद्धता हुन्छ, र रोटरी मेकानिजम एक सटीक रोटरी सपोर्ट मेकानिजम द्वारा संचालित हुन्छ।
रोटरी मेकानिजम उच्च लोड बेयरिङ र उच्च रोटरी प्रेसिजन भएको प्रेसिजन रोटरी सपोर्ट मेकानिजमद्वारा संचालित हुन्छ, र सर्वो मोटरद्वारा नियन्त्रित हुन्छ, जसले रोटरी कोणलाई सटीक बनाउँछ।
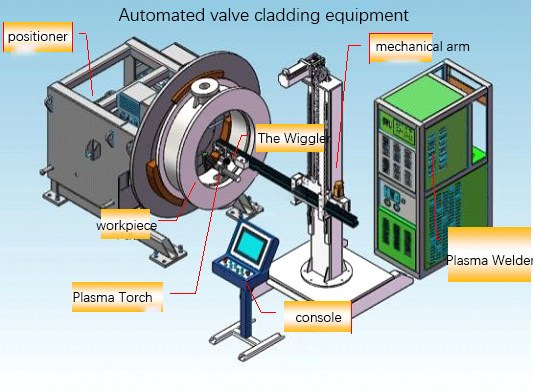
चित्र २ भल्भ स्वचालित क्ल्याडिङ मेसिन सन्दर्भ डिजाइन रेखाचित्र
III. प्रभावकारी तस्बिरहरू

चित्र ३ भल्भ सिलिंग सतह क्ल्याडिङको अंश तस्बिरहरू
पोस्ट समय: अक्टोबर-२८-२०२४