PTA वेल्डिङको साथ बल भल्भलाई कसरी सतहमा राख्ने
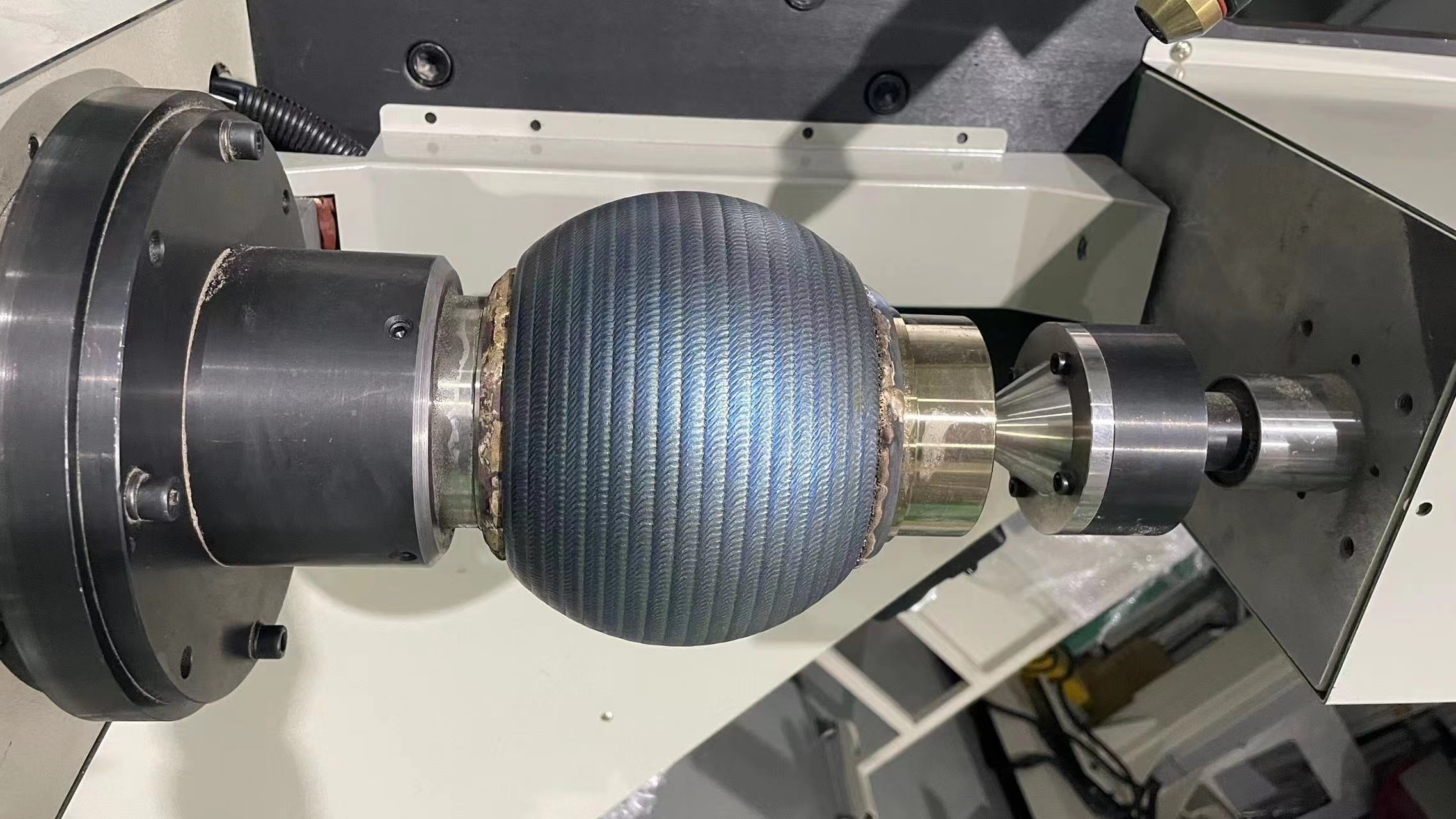
सांघाई डुओमुसँग पीटीए वेल्डिङको साथ सतह भल्भमा प्रशस्त अनुभव छ।
Co 6 सतहमा देखिएको छ कि निक्षेप पूल स्पष्ट र तरल छ, पातलोपन दर नियन्त्रणयोग्य छ र यो कुनै दरार छैन।
ध्यान दिनुहोस्:
A. जब सतहको सामग्रीले उच्च तापक्रमको सामना गर्छ तब यो मोतीहरूको अक्सिडाइज्ड हुनेछ जसले गर्दा परिणाम प्राप्त गर्न सजिलो हुन्छ।
पग्लिएको पोखरीमा अक्साइडहरू प्रवेश गर्न, यदि तपाईंले राम्रोसँग काम गर्नुभएन भने यो छिद्रहरू बाहिर निस्कन पहुँचयोग्य हुन्छ।
ख. वेल्डिंग सतह चापको आकारको छ, घुमाउरो प्रक्रियामा मोतीको दुबै छेउमा स्ल्याग समावेश बाहिर निस्कन कडा छ। त्यसैले पज समय थप्न आवश्यक छ।
C. वेल्डिङको लागि सुझाव दिइएको मोड कम दरमा विगल + प्रोग्रसन हो जसले गर्दा ल्यापको गति धेरै छिटो हुन्छ जसले गर्दा अत्यधिक तनावका कारण मनका जोर्नी फुट्न सक्छ।
तपाईंको सन्दर्भको रूपमा निम्न प्यारामिटरहरू
| वर्कपीस | बल भल्भ | ||||
| व्यास | १६५ मिमी | ||||
| सतह पाउडर | को ६ | ||||
| सतहको मोटाई | २.५ मिमी | ||||
| सतह प्रकार | पीटीए | ||||
| उपकरण मोड | V03BD+बल भल्भ टुलिङ | ||||
| पहिले नै तताउने समय | 2H | ||||
| प्रिहिट मोड | विद्युतीय तताउने | ||||
| न्यूनतम तापक्रम पूर्व तताउने | १५० ℃ | ||||
| अधिकतम तापक्रम इन्टरपास | ३५० ℃ | ||||
| सतह मोड | विगल + प्रगति | हालको प्यारामिटर | शिल्ड ग्यास | ||
| घुम्ने गति | ०.३१ रुपैयाँ/मिनेट | मुख्य चाप धारा | ८०क | ग्यास | Ar |
| घुमाउरो चौडाइ | ८.८ मिमी | आधार मान वर्तमान | ४५क | पाउडर खुवाउने ग्यास | ३.५ लिटर/मिनेट |
| घुमाउने गति | २० मिमी/सेकेन्ड | पाइलट चाप प्रवाह | २०क | आयन ग्याँस | १.२ लिटर/मिनेट |
| बाँकी समय पज | ०.३ सेकेन्ड | पाउडर खुवाउने दर | २० ग्राम/मिनेट | शिल्ड ग्यास | १० लिटर/मिनेट |
| सही समय पज | ० सेकेन्ड | उठाउने समय | ०.१ सेकेन्ड | ||
| प्रगति दूरी | ६.७ मिमी | ड्रप समय | ०.५ सेकेन्ड | ||
| प्रगति गति | १.४ मिमी/सेकेन्ड | शिल्ड समय | १० सेकेन्ड | ||
| ताप संरक्षण तापक्रम | २ घण्टा-२.५ घण्टाको लागि ४५० ℃ | ||||
| ट्यापिङ तापक्रम | स्थिर हावामा ३०० डिग्री सेल्सियस तापक्रममा चिसो | ||||

भिडियो
पोस्ट समय: नोभेम्बर-०३-२०२२