precīza mikroplazmas loka metināšanas iekārta






Funkcijas
1、Folijas un loksnes var metināt ar mikroplazmas loka metināšanu; Loka enerģija ir augsta, metināšanas karstuma ietekmētā zona ir maza, un metināšanas deformācija ir ļoti maza;
2、Loka kolonnai ir liela stingrība, mazs caurumu efekts, ātrs metināšanas ātrums un augsta ražošanas efektivitāte, kas ir 3–6 reizes lielāka nekā parastajai argona metināšanai;
3、Ir maz metināšanas defektu, daudz metināmu materiālu un augsta metināšanas kvalitāte;
4、Lieliska atkārtota ražošana, elektrods saraujas sprauslā, nav viegli piesārņojams un sadedzināms;
5、Plazmas lokam ir augsts enerģijas blīvums, augsta loka kolonnas temperatūra un spēcīga iespiešanās spēja;
6、Loka kolonna ir tieva un ar spēcīgu iespiešanās dziļumu. Plānsienu sagatavi var tieši sametināt, un sagatavošanas laiks var tikt saīsināts. Tēraudu ar biezumu 0,3–1 mm var sametināt un formēt abās pusēs (t.i., vienpusēji metināt un formēt abās pusēs) bez rievām. Sprieguma deformācija ir neliela.
Dml-v01a resursdatora parametri
| Precīza mikroplazmas loka metināšanas iekārta | |||
| Galvenie tehniskie parametri un modeļi | DML-V01A | ||
| Nepārtraukta metināšana | Impulsu metināšana | Precīza impulsu metināšana | |
| Loka strāva (A) | 2,0–5,0 | ||
| Metināšanas strāva (A) | 0,1–10–40 | ||
| Bāzes strāva (A) | 0,1–10–40 | ||
| Pieaugšanas laiks (s) | 0,0–5,0 | ||
| Nolaišanās laiks (s) | 0,0–5,0 | ||
| Metināšanas laiks (MS) |
| 1–500 | 1–500 |
| Intervāla laiks (MS) |
| 10–500 |
|
| Gaisa piegāde iepriekš (s) | 1–10 | ||
| Gāzes laika aizkave (s) | 1–20 | ||
| Jonu gāze (L/min) | 0,25–2,5 | ||
| Aizsarggāze (l/min) | 1–25 | ||
| Ieejas spriegums (V) | Maiņstrāva 220 V, 50 Hz | ||
| Nominālā ieejas jauda (kVA) | 1.1 | ||
| Slodzes ilguma koeficients (%) | 60% | ||
| Svars (kg) | 28 | ||
| Barošanas avota ārējie izmēri (mm) | 590*330*300 | ||
Priekšrocības
1、Metināšanas sloksnes biezums ir mazāks nekā argona loka metināšanai, parasti 0,3–0,5 mm, to var metināt bez loka veidošanās, un metināšanas kvalitāte ir laba.
2、Nepārtrauktajā cauruļu automātiskajā metināšanā plazmas loka garuma izmaiņām ir maza ietekme uz metināšanas kvalitāti, kas atšķiras no argona loka metināšanas kvalitātes.
3、Ja metināšanas strāva ir ļoti maza (mazāka par 3 A), mikroplazmas loka stabilitāte ir laba, savukārt argona loka stabilitāte ir slikta.
4、Siltuma koncentrācijas dēļ mikroplazmas loka metināšanas ātrums ir lielāks nekā argona loka metināšanai, un produktivitāte ir augsta.
5、Var metināt dažādus metālus, tostarp nerūsējošo tēraudu, krāsainos metālus un ugunsizturīgus metālus.
Pielietojuma lauki
1、Elektroniskās un elektriskās sastāvdaļas (termopāri, motori, silīcija tērauda loksnes utt.)
2、Instrumenti, medicīnas iekārtas (metāla plēšas, precīzijas instrumentu komponenti utt.)
3、Īpašu metālu (piemēram, titāna, niķeļa, molibdēna un citu īpašu metālu) metināšana var nodrošināt arī efektīvu metināšanu.
4、Lidaparāti un kosmiskā aviācija (lidaparātu piederumi, kosmosa staciju piederumi, releji, gāzes sensori utt.)
Ultraplānu sienu cauruļu nepārtrauktas automātiskās mikroplazmas loka metināšanas process ir līdzīgs slēgtas kompresijas loka metināšanas procesam. Izolācijas uzmava tiek uzstādīta starp metināšanas matricas uzmavu un metināšanas degli, lai nodrošinātu uzticamu izolāciju starp plazmas metināšanas degli un metāla detaļām. Vienlaikus aizsargājošais argons ir noslēgts nelielā kamerā. Ultraplānu sienu cauruļu mikroplazmas loka metināšanas procesa parametri ir lielāki nekā argona loka metināšanai. Papildus metināšanas strāvai, metināšanas ātrumam un aizsarggāzes plūsmai ir arī darba gāzes plūsmas ātrums un aizsarggāzes sastāvs. Šie parametri ietekmē metināšanas kvalitāti. Pieredze rāda, ka galvenie procesa parametri, kas ietekmē ultraplānu sienu cauruļu produktivitāti, ir metināšanas strāva, darba gāzes plūsmas ātrums un sprauslas cauruma diametrs.
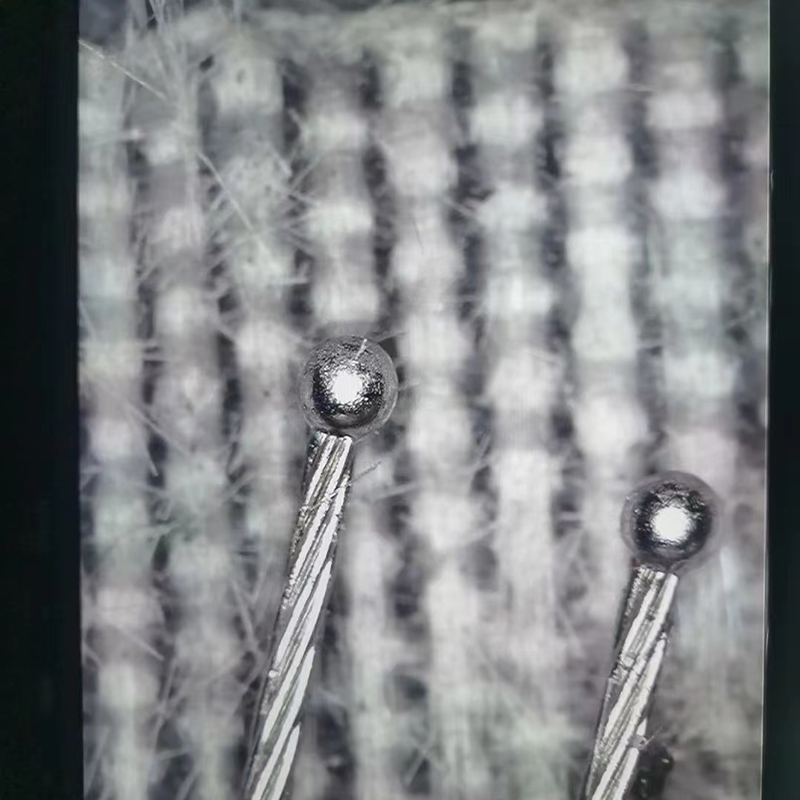
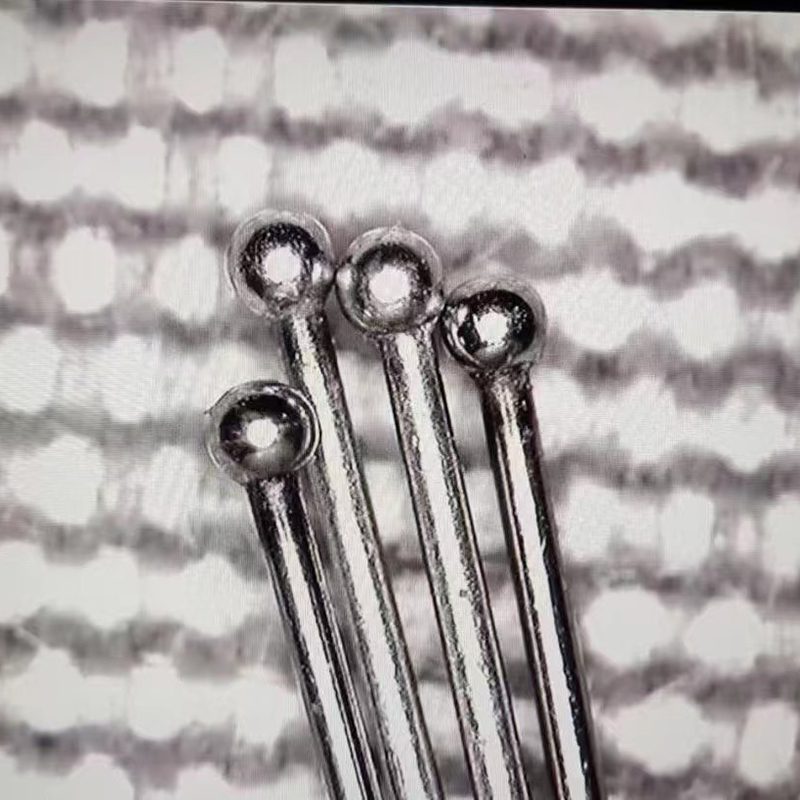
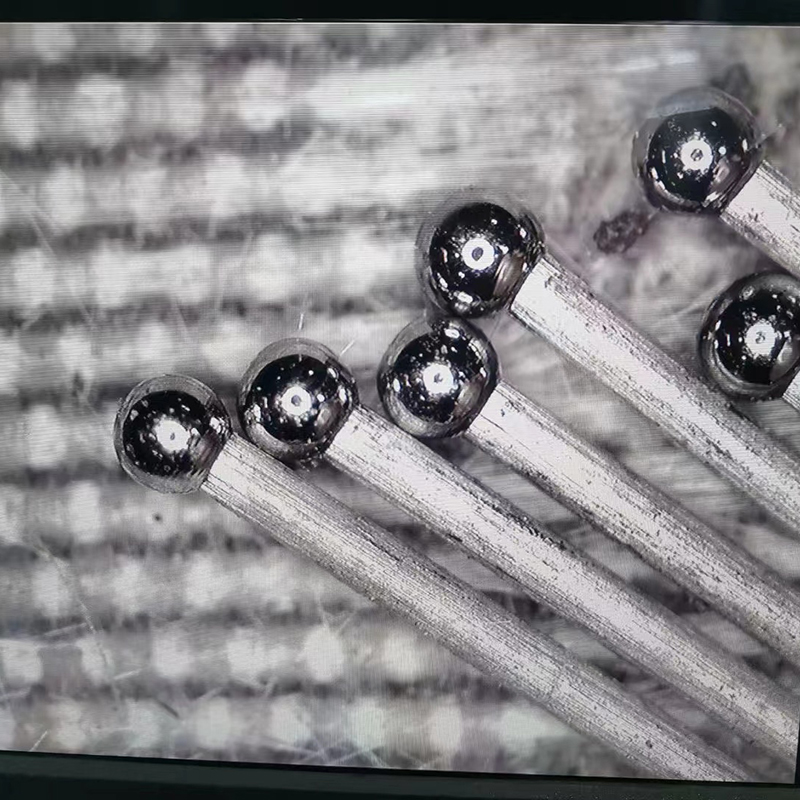
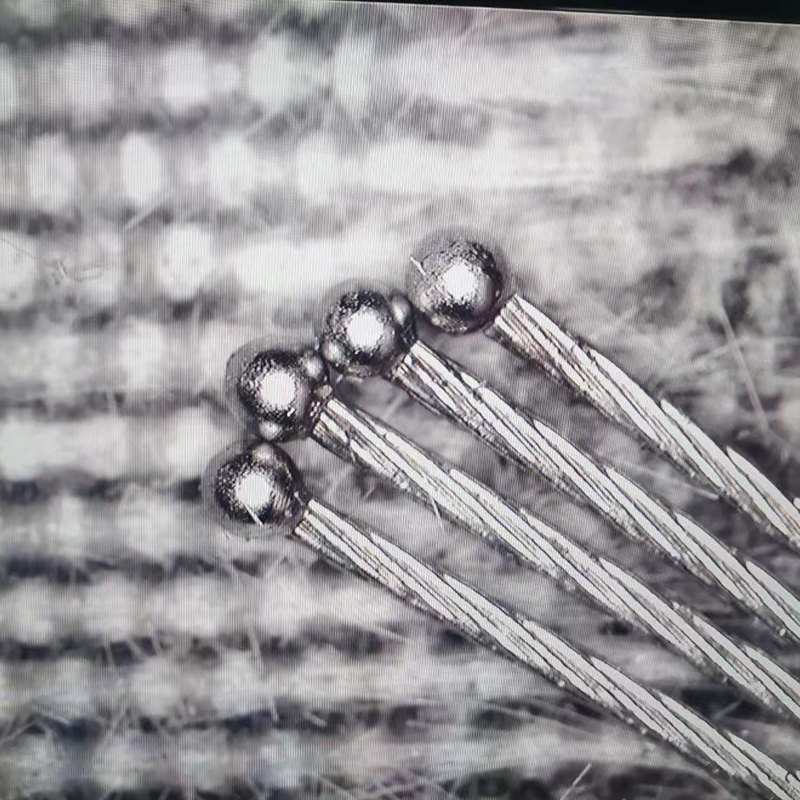
Attēlu displejs