TIG metināšana (TIG metināšana, volframa inertās gāzes metināšana) ir loka metināšanas process, kurā izmanto nekausētus volframa elektrodus inertās gāzes (galvenokārt argona) aizsardzībā. Šis process ir plaši pazīstams ar augstas kvalitātes metināšanas rezultātiem un ir piemērojams plašam metināšanas materiālu klāstam, īpaši nerūsējošā tērauda, alumīnija, magnija un tā sakausējumu, kā arī citu ugunsizturīgu vai viegli oksidējamu metāla materiālu metināšanai.
TIG metināšanas darbības princips
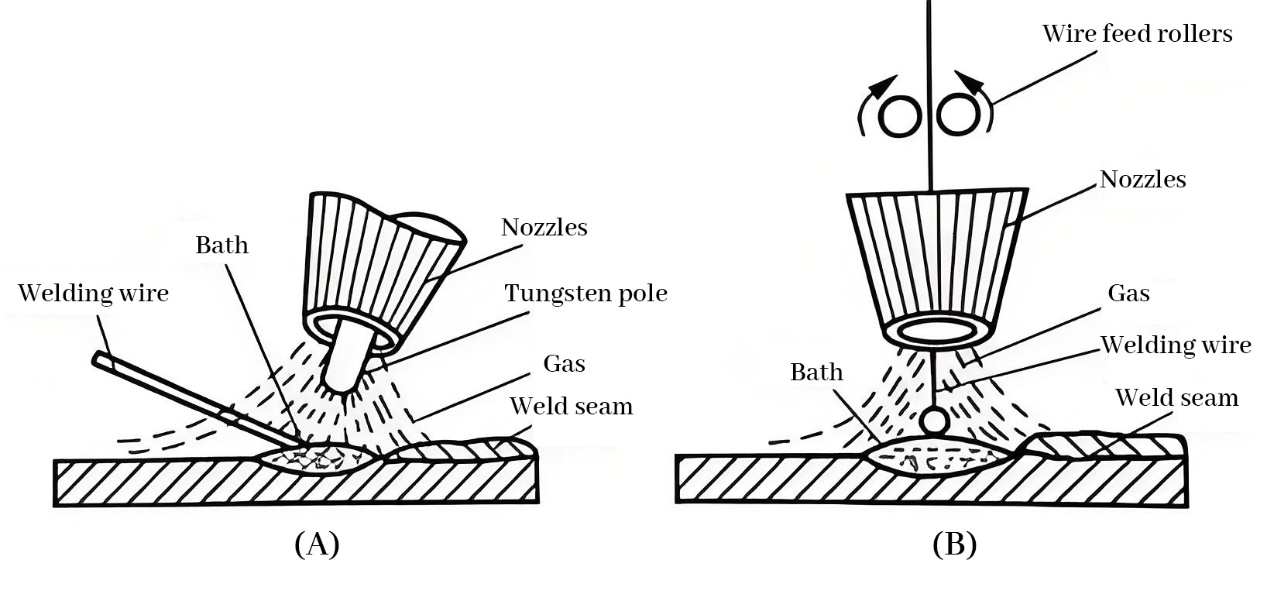
TIG metināšanas pamatprincips ir loka radīšana starp volframa elektrodu un sagatavi, izmantojot loka radīto augsto temperatūru, lai izkausētu sagatavi un izveidotu metinātu savienojumu. Metināšanas procesā volframa elektrods netiek kausēts, un inertā gāze (parasti argons) tiek izmantota, lai aizsargātu loka zonu un izkausēto vannu, lai novērstu atmosfēras skābekļa, slāpekļa un citu metinājuma piesārņojumu, tādējādi nodrošinot metinājuma kvalitāti.
TIG metināšanas sastāvdaļas
1. Metināšanas iekārta: tiek izmantota strāvas nodrošināšanai un loka jaudas kontrolei.

2. Volframa elektrods: kā nekūstošs elektrods, tā augstās temperatūras izturība, nav viegli patērējama, un īpašības ir ļoti piemērotas TIG metināšanai.
3. Deglis: Galvenais TIG metināšanas instruments, deglī atrodas volframa elektrods, un caur degļa sprauslu plūst inerta gāze, lai aizsargātu loku un izkausēto vannu.
4. Inertā gāze (argons): galvenokārt izmanto loka un izkausētā metāla aizsardzībai, lai novērstu metināšanas zonas piesārņošanu ar gaisā esošo skābekli un slāpekli.
5. Pildmetāls (pēc izvēles): atkarībā no nepieciešamības metināšanas materiāla papildināšanai var izmantot ar roku pildītu stiepli.
TIG metināšanas priekšrocības
1. augsta metināšanas kvalitāte: argona gāzes aizsargājošās iedarbības dēļ metināšanas procesu nav viegli oksidēt, metinājums ir gluds, bez šļakatām, mazāk metināšanas defektu.
2. augsta metināšanas precizitāte: piemērota plānu plākšņu, precīzu detaļu metināšanai, var kontrolēt nelielu loku, nodrošinot ļoti smalku metināšanu.
3. Daudzmateriālu pielietojamība: TIG metināšana ir piemērota dažādu materiālu, īpaši nerūsējošā tērauda, alumīnija, titāna, niķeļa un tā sakausējumu, kā arī citu krāsaino metālu, metināšanai.
4. Elastīga darbība: var metināt dažādās pozās, piemērots dažādu pozīciju metināšanai (plakanā metināšana, vertikālā metināšana, aizmugurējā metināšana utt.).
TIG metināšanas trūkumi
1. lēnāks: smalkās darbības dēļ metināšanas ātrums ir relatīvi lēns, īpaši lielās platībās vai biezu plākšņu metināšana nav tik efektīva kā citas metodes.
2. iekārtu sarežģītība un augstās izmaksas: nepieciešamība pēc specializēta aprīkojuma, piemēram, volframa elektrodiem, inertās gāzes padeves utt., palielinot metināšanas izmaksas un sarežģītību.
3. augstas ekspluatācijas prasmju prasības: metinātāja ekspluatācijas prasmju prasības ir augstas, iesācējiem ir lielākas grūtības apgūt, īpaši loka stabilitātes uzturēšanā un kausējuma vannas kontrolē ir nepieciešama zināma pieredze.
TIG metināšanas pielietojums
TIG metināšana tiek plaši izmantota šādās jomās, pateicoties tās augstajai precizitātei un augstas kvalitātes metināšanas efektam:
1. Kosmosa aviācija: TIG metināšanu parasti izmanto augstas stiprības metālu un vieglo sakausējumu, piemēram, alumīnija, magnija sakausējumu, titāna un tā tālāk, metināšanai kosmosa aviācijā.
2. kodolrūpniecība: nepieciešama augsta izturība, izturība pret koroziju un augstas temperatūras veiktspēja metināšanas materiāliem, piemēram, nerūsējošajam tēraudam un niķeļa sakausējumiem.
3. automobiļu ražošana: galvenokārt izmanto automobiļu detaļu augstas precizitātes metināšanai, īpaši alumīnija sakausējuma virsbūves un nerūsējošā tērauda izplūdes cauruļu metināšanai.
4. Naftas ķīmijas rūpniecība: TIG metināšana tiek plaši izmantota nerūsējošā tērauda, alumīnija tvertņu un cauruļvadu metināšanā.
5. kuģu būves nozare: izmanto kuģu metināšanai plānās plātnēs, alumīnija sakausējumos un nerūsējošā tērauda detaļās.
TIG metināšanas procesa soļi
1. Sagatavošana:
Notīriet metināšanas vietu un noņemiet no tās piemaisījumus, piemēram, taukus un oksidēto plēvīti.
Atkarībā no sagataves biezuma jāizvēlas atbilstošais volframa elektroda diametrs.
Iestatiet atbilstošu metināšanas strāvu un argona gāzes plūsmu.
2. Aizdedze: Augstas frekvences loka vai kontakta loka aizdedzes loks, lai loks veidotos starp volframa elektrodu un sagatavi.
3. Izkausētās metināšanas kontrole: metinātājam ir jāapgūst loka garums un pozīcija, jākontrolē izkausētās metināšanas tvertnes izmērs un forma, lai nodrošinātu vienmērīgu metināšanu.
4. Piedevmetāls (pēc izvēles): Ja nepieciešams papildu metināšanas materiāls, stiepli var piepildīt manuāli, kamēr loks kausē metālu.
5. Loka dzēšana un dzesēšana: Pēc metināšanas pabeigšanas lēnām nodzēsiet loku un turpiniet laist cauri argona gāzi dzesēšanai, lai novērstu metinājuma un volframa elektroda oksidēšanos.
Piesardzības pasākumi TIG metināšanas laikā
1. Volframa elektroda izvēle un slīpēšana: volframa elektroda tipam un formai (uzgaļa formai) ir liela ietekme uz loka stabilitāti, tāpēc atbilstošais volframa elektrods (piemēram, cērija volframs, torija volframs, tīrs volframs utt.) jāizvēlas atkarībā no metināšanas materiāla.
2. gāzes plūsmas kontrole: pārāk liela vai pārāk maza argona plūsma ietekmēs metināšanas efektu, pārāk liela plūsma var izraisīt gāzes plūsmas turbulenci, pārāk maza plūsma nav pietiekama aizsardzība.
3. Aizsardzības pasākumi: TIG metināšanas procesā loka temperatūra ir augsta, gaismas starojums ir jūtams, metinātājiem jāvalkā aizsargmaskas, cimdi un citi aizsarglīdzekļi, lai izvairītos no loka gaismas, ko izraisa apdegumi vai acu bojājumi.
4. Izkausētās šuves temperatūras kontrole: metināšanas procesā vienmēr jāpievērš uzmanība izkausētās šuves temperatūrai, lai novērstu pārkaršanu, kas var izraisīt sagataves deformāciju vai metināšanas defektus.
TIG metināšanas biežākie defekti
1. porainība: nepietiekama aizsarggāzes plūsma vai sagataves virsma nav tīra, kas var izraisīt porainības veidošanos.
2. nav kausēts: metināšanas strāva ir nepietiekama vai darbība ir nepareiza, kā rezultātā metināšana un sagatave nav pilnībā kausēta.
3. Plaisas: Plaisas var rasties, ja metināšanas laikā dzesēšana ir pārāk ātra vai ja sagatavei ir pārāk liels iekšējais spriegums.
TIG metināšana ir plaši pielietojams process ar augstu metināšanas kvalitāti, kas ir īpaši piemērots metāla materiāliem ar augstām metināšanas kvalitātes prasībām. Tomēr sarežģītās darbības un dārgā aprīkojuma dēļ to parasti izmanto gadījumos, kad ir augstas metināšanas kvalitātes prasības. Argona loka metināšanas tehnoloģijas apgūšanai metinātājiem ir nepieciešama liela pieredze un tehniskais līmenis.
Publicēšanas laiks: 2024. gada 30. septembris