Ir daudz dažādu metināšanas metožu, katrai no tām ir savi unikāli principi, priekšrocības un trūkumi, kā arī pielietojuma jomas. Tālāk ir sniegts detalizēts apraksts par izplatītākajām metināšanas metodēm, tostarp principiem, īpašībām, priekšrocībām un trūkumiem, pielietojuma jomām un salīdzinošo analīzi ar citām metināšanas metodēm.
1. Metināšanas metožu klasifikācija
Metināšanas metodes var aptuveni iedalīt šādās kategorijās:
•Kausējuma metināšana (piemēram, loka metināšana, lāzera metināšana utt.): metālu kausēšana, tos karsējot līdz izkausētam stāvoklim.
•Spiediena metināšana (piemēram, berzes metināšana, difūzijas metināšana u. c.): metālu savienošana spiediena iedarbībā bez kušanas.
•Lodēšana (piemēram, mīkstlodēšana, cietlodēšana): sagatavju savienošana, izmantojot pildvielas ar zemu kušanas temperatūru.
2. Izskaidrotas izplatītākās metināšanas metodes
2.1 SMAW — ekranēta metāla loka metināšana

PrincipsManuālā loka metināšana izmanto loku starp elektrodu un pamatmateriālu, lai radītu augstu temperatūru (aptuveni 4000 °C) elektroda un pamatmateriāla izkausēšanai un metinājuma izveidošanai. Elektroda pārklājums metināšanas procesa laikā rada aizsarggāzi, lai novērstu metinājuma oksidēšanos.
Funkcijas:
Metināšana ar metināšanas stieni (serde + plūsmas pārklājums).
Piemērots metināšanai dažādās pozīcijās, piemēram, stāvus metināšanai un metināšanai ar aizmuguri.
Var darbināt ārpus telpām ar zemām vides prasībām.
Priekšrocības:
Vienkāršs aprīkojums, elastīga darbība, piemērots lauka vai apkopes darbiem.
Var metināt dažādus metālus, piemēram, oglekļa tēraudu, nerūsējošo tēraudu, čugunu utt.
Piemērots sarežģītas formas sagatavju metināšanai.
Trūkumi:
Zema metināšanas efektivitāte, metināšanas stienis ir bieži jāmaina.
Metinājuma kvalitāti lielā mērā ietekmē metinātāja tehnika, un metināšanas defekti (piemēram, porainība un izdedži) ir viegli radušies.
Metināšanas laikā rodas vairāk dūmu un putekļu, kas vairāk piesārņo vidi.
Lietojumi:
Piemērots būvniecībai, apkopei, tiltu būvniecībai, cauruļvadu būvniecībai, kuģu būvniecībai un citām nozarēm.
Piemērots nelieliem projektiem un lauka darbiem.
2.2 GMAW — gāzes metāla loka metināšana

Princips:Gāzes ekranētā metināšana izmanto nepārtraukti padotu stiepli kā elektrodu, kas aizsarggāzes (piemēram, argona, oglekļa dioksīda) vidē ģenerē loku un izkausē stiepli un pamatmateriālu, veidojot metinājumu.
Klasifikācija:
MIG (metāla inertās gāzes) metināšana: inertas gāzes (piemēram, argona) izmantošana ir piemērota alumīnija sakausējumiem, nerūsējošajam tēraudam un citiem materiāliem.
MAG (metāla aktīvās gāzes) metināšana: aktīvās gāzes (oglekļa dioksīda vai jauktas gāzes) izmantošana, piemērota mīkstā tērauda un konstrukciju tērauda metināšanai.
Funkcijas:
Automātiskas stieples padeves ieviešana, lai uzlabotu metināšanas efektivitāti.
Gluda metināšanas virsma un stabila metināšanas kvalitāte.
Jūtīgs pret vidi (vēju, mitrumu), nav piemērots būvniecībai ārpus telpām.
Priekšrocības:
Ātrs metināšanas ātrums, piemērots masveida ražošanai.
Var izmantot plānu plākšņu metināšanai, neliela deformācija.
Viegli realizēt automatizētu metināšanu, piemēram, robotizētu metināšanu.
Trūkumi:
Augstākas aprīkojuma izmaksas, nepieciešama gāzes apgādes sistēma.
Nevar izmantot stipra vēja apstākļos, pretējā gadījumā aizsarggāze tiek aizpūsta, ietekmējot metinājuma kvalitāti.
Piemērots tīrām metāla virsmām, nav piemērots stipri rūsētām vai ar eļļu notraipītām detaļām.
Lietojumi:
Automobiļu ražošana, kuģi, tilti, sadzīves tehnikas rūpniecība utt.
Piemērots augstas efektivitātes un augstas kvalitātes rūpnieciskai ražošanai.

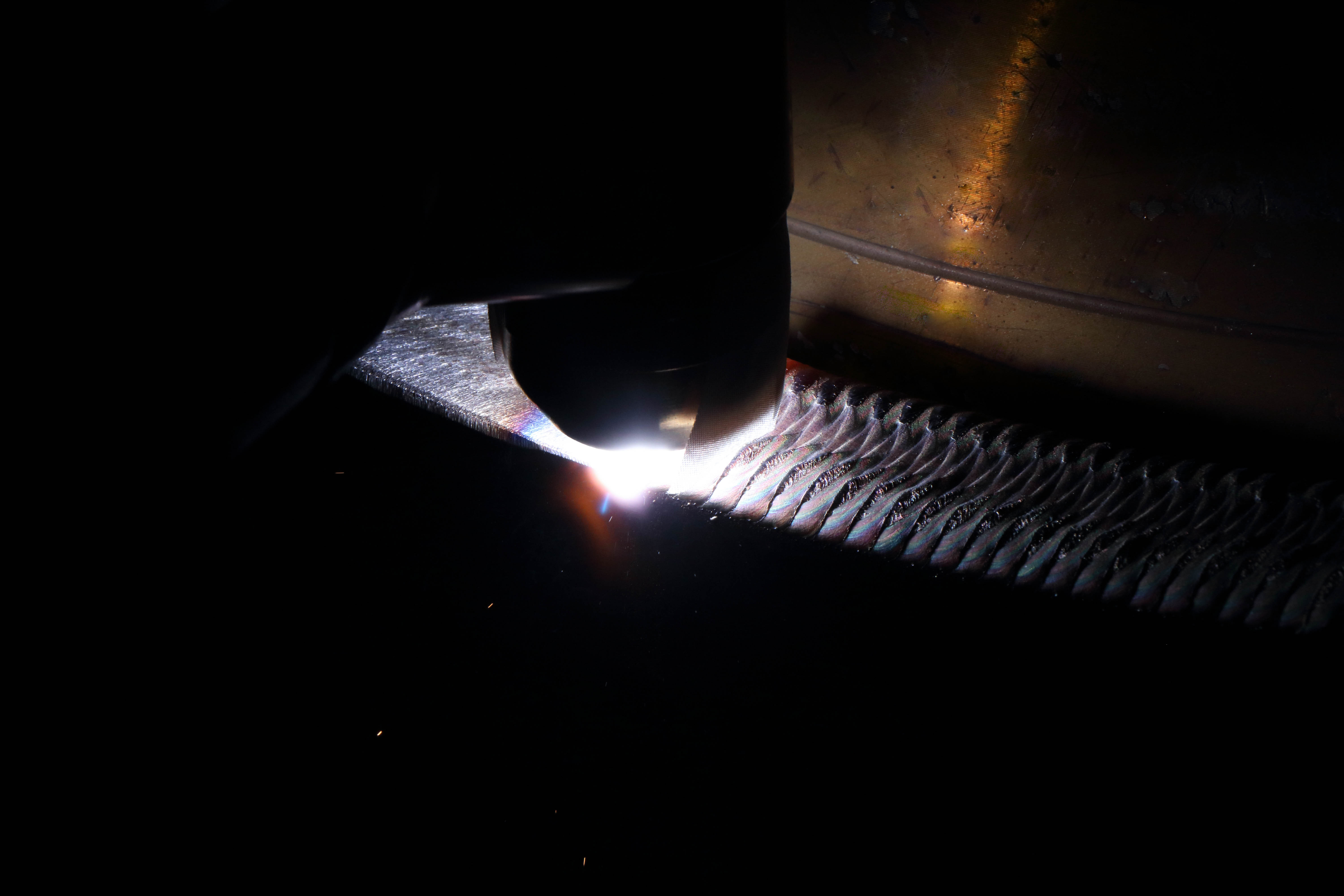
PrincipsTIG metināšanā loka ģenerēšanai tiek izmantots nekūstošs volframa elektrods, kas argona aizsardzībā izkausē pamatmetālu un pildmetālu, veidojot metinājumu.
Funkcijas:
Augsta metināšanas kvalitāte, gluda un skaista metinājuma šuve.
Piemērots augstas precizitātes metināšanai, piemēram, kosmosa, medicīnas iekārtām.
Piemērots plānu plākšņu un krāsaino metālu (alumīnija, vara, titāna) metināšanai.
Priekšrocības:
Metinājuma šuve bez šļakatām, augsta kvalitāte, piemērota precīzai metināšanai.
Piemērots dažādu metālu metināšanai.
Aizsarggāze (argons) efektīvi novērš metinājuma oksidēšanos.
Trūkumi:
Lēns metināšanas ātrums, zema efektivitāte.
Dārgas iekārtas, augstas metinātāju prasmes.
Vēja ietekmē, nav piemērots metināšanai ārpus telpām.
Lietojumi:
Aviācijas un kosmosa, elektronikas, medicīnas, precīzās ražošanas nozares.
Nerūsējošā tērauda caurules, alumīnija sakausējuma konstrukciju detaļu metināšana
2.4 SAW - loka metināšana zem kušņa

Princips:Loka metināšanā zem ūdens tiek izmantots šķidrums, kas pārklāj loku un augstā temperatūrā kūst, veidojot aizsargslāni, kas pasargā metinājumu no gaisa iekļūšanas.
Funkcijas:
Piemērots biezu plākšņu metināšanai, piemēram, tiltu, katlu ražošanai.
Var izmantot tikai horizontālai metināšanai, neattiecas uz vertikālu metināšanu, pacēluma metināšanu un citām pozīcijām.
Priekšrocības:
Ātrs metināšanas ātrums, augsta efektivitāte, piemērota masveida ražošanai.
Augsta metināšanas kvalitāte, plūsma novērš metināšanas defektus (porainību, plaisas).
Nav loka iedarbības, mazāk metināšanas dūmu, uzlabota darba vide.
Trūkumi:
Var izmantot tikai taisnas līnijas metināšanai, nav piemērojams sarežģītu formu metināšanai.
Lielāks aprīkojums, nav piemērots mazu detaļu metināšanai.
Lietojumi:
Biezu plākšņu, cauruļu, tiltu, spiedtvertņu metināšana.
Princips:Metināšana, izmantojot augstas temperatūras plazmas loku metāla kausēšanai.
Priekšrocības:
Koncentrēta enerģija, neliela metināšanas deformācija.
Piemērots precīzai metināšanai, piemēram, plānsienu materiāliem.
Trūkumi:
Augstas aprīkojuma izmaksas, sarežģīta apkope.
Augstas prasības ekspluatācijas prasmēm.
Lietojumi:aviācijas un kosmosa, medicīnas iekārtu, elektronikas rūpniecība.

PrincipsMetāla kausēšanai metināšanai tiek izmantots augsta enerģijas blīvuma lāzera stars, šaura metinājuma šuve, maza karstuma ietekmētā zona.
Priekšrocības:
Augsta precizitāte, piemērota sīku detaļu metināšanai.
Maza karstuma ietekmētā zona, neliela deformācija.
Trūkumi:
Dārgs aprīkojums, augstas uzturēšanas izmaksas.
Nepieciešama augstas precizitātes montāža, neliela metināšanas sprauga.
Lietojumi:elektronika, automobiļi, medicīnas ierīces, optiskās iekārtas.
2.7 EBW - elektronstaru metināšana
Princips:Izkausē metināšanas materiālu, izmantojot augstas enerģijas elektronu staru vakuuma vidē.
Priekšrocības:
Var metināt materiālus ar augstu kušanas temperatūru (titānu, volframu, cirkoniju).
Liels metināšanas dziļums, piemērots biezu plākšņu metināšanai.
Trūkumi:
Jāveic vakuuma vidē, dārgs aprīkojums.
Pieteikumi: aviācija un kosmoss, kodolenerģija, precīzijas instrumentu ražošana.
2.8 FW - Berzes metināšana
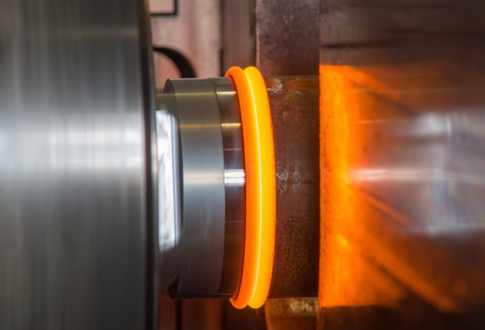
Princips:Berzes metināšanā tiek izmantotas divas sagataves, kas rotē lielā ātrumā un saskaras viena ar otru, lai radītu berzes siltumu, mīkstinot saskares virsmas un pieliekot spiedienu, lai izveidotu spēcīgu savienojumu.
Raksturojums
Nav kušanas, cietvielu metināšanas, izvairoties no kausēšanas metināšanas defektiem (piemēram, porainības, plaisām).
Piemērots dažādu metālu metināšanai, piemēram, alumīnija-vara, nerūsējošā tērauda-oglekļa tērauda u.c.
Ātrs metināšanas ātrums, parasti dažu sekunžu laikā.
Priekšrocības
Augsta metināšanas kvalitāte, nav nepieciešams pildmateriāls
Piemērots automatizētai ražošanai ar augstu atkārtojamību.
Zema metināšanas deformācija, lieliskas mehāniskās īpašības.
Trūkumi
Piemērots apaļām vai regulāras formas sagatavēm, piemēram, vārpstas detaļām.
Augstākas aprīkojuma izmaksas.
Pieteikumi
Automobiļu piedziņas vārpstas, urbšanas instrumenti, kosmosa kuģu detaļas utt.
Dzelzceļa transports, aviācijas dzinēju ražošana.
Publicēšanas laiks: 2025. gada 14. marts