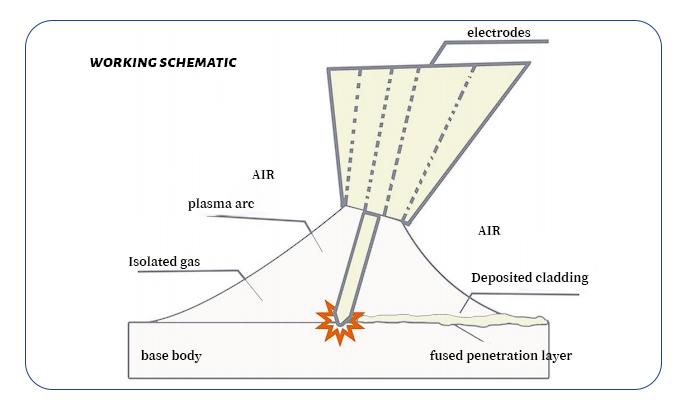
EDM uzklāšanas procesa principi
EDM uzklāšanas process ir augstas enerģijas uzkrāšana starp metāla elektrodu un pamatmateriālu, kas izraisa momentānu augstfrekvences enerģijas atbrīvošanu. Caur elektroda materiālu un pamatmateriālu notiek gāzes jonizācija, veidojot vairākus mikroloka kanālus, lai uz pamatmateriāla virsmas radītu momentānu augstas temperatūras mikrozonu. Elektroda materiāls mikroelektriskā lauka ietekmē, sametinot to ar pamatmateriāla substrātu, veidojas metalurģiska saite. EDM process ir atkārtots momentānas augstas temperatūras un mikrozonas dzesēšanas process, kas atšķiras no tradicionālās metināšanas, jo cietajam materiālam principā nav augstas temperatūras paaugstināšanās, tāpēc tas nerada spriegumu, deformāciju un citas parādības.
Tehniskās īpašības
EDM uzklāšanas process, kas pazīstams arī kā loka apšuvums, ir process, kurā elektriskās dzirksteles izlādes radītais siltums tiek izmantots metālisku materiālu kausēšanai un uzklāšanai. Tā galvenās priekšrocības un ieguvumi ir:
1. Augsta precizitāte: Tā kā EDM tiek realizēta, precīzi kontrolējot strāvu un spriegumu, apšuvuma process ir ļoti precīzs un var panākt precīzu formas un izmēra kontroli.
2. Augsta efektivitāte: EDM apšuvums ir relatīvi ātrs un var ātri salabot vai uzlabot sagataves lokalizētas nolietotas vai bojātas daļas, palielinot produktivitāti.
3. Elastība: Šis process ir piemērots dažādām sarežģītām formām un nelielām remonta zonām neatkarīgi no sagataves formas un izmēra.
4. Maza termiski ietekmētā zona: Salīdzinot ar parasto metināšanu, EDM apšuvuma termiski ietekmētā zona ir maza, kas mazāk ietekmē sagataves deformāciju un spriegumu un saglabā sagataves sākotnējo veiktspēju.
5. Plaša materiālu izvēle: Gandrīz visus metāla materiālus var remontēt vai uzlabot ar EDM apšuvumu, tostarp cementētu karbīdu, nerūsējošo tēraudu, alumīnija sakausējumus utt.
6. Videi draudzīgs: Salīdzinot ar kausēšanas metināšanu, EDM apšuvums izdala mazāk dūmu un kaitīgu gāzu, un tam ir mazāka ietekme uz vidi.
7. Remonts tiešsaistē: Neapturot ražošanu, remontu var veikt darbojošās iekārtās, kas ir ļoti labvēlīgi dažu kritiski svarīgu iekārtu apkopei.
Kopumā EDM uzklāšanas process ir ātrs, precīzs, elastīgs un videi draudzīgs remonta un stiprināšanas veids.
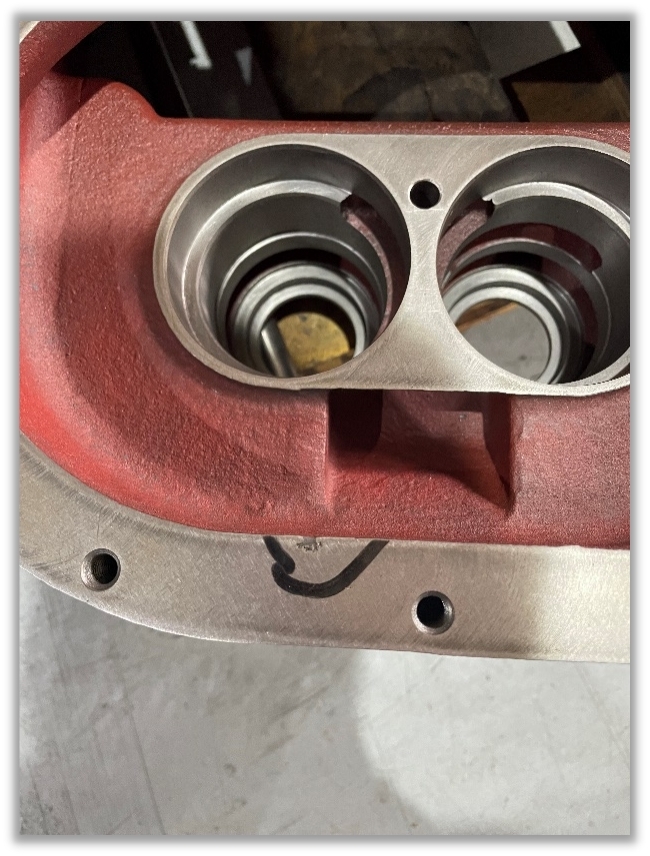 | |
| Pirms remonta | Pēc atjaunošanas un slīpēšanas |

Čuguna čaulu virsmas defektu remonts
EDM virsmas uzklāšanas process salīdzinājumā ar parasto ielāpu metināšanu
EDM uzklāšanas process (plazmas loka metināšana) un tradicionālā pildvielu metināšana (MIG metināšana) ir plaši izmantotas metināšanas tehnoloģijas, taču tām ir noteiktas principiālas atšķirības, priekšrocības un trūkumi, kā arī pielietojuma joma.
1. Princips ir atšķirīgs: EDM uzklāšanas procesā kā metināšanas siltuma avotu izmanto elektrisko dzirksteli, kas caur augstfrekvences elektromagnētisko lauku rada augstas temperatūras un zema spiediena elektrisko dzirksteli, lai panāktu materiāla saplūšanu. Tradicionālajā pildvielas metināšanā kā siltuma avotu izmanto litija oksīda strāvas metināšanas pistoli (MIG pistoli), un metināšana tiek veikta, metināšanas zonu aizsargājot ar gāzēm, piemēram, litija oksīda alkānu (CO2) vai slāpekļa oksīda alkānu (argonu).
2. Precizitātes atšķirības: EDM uzklāšanas process piedāvā augstu precizitāti un metināšanas kapsulas blīvumu, padarot to piemērotu metināšanas šuvēm, kurām nepieciešama augsta precizitāte un izturība. Parastā pildvielas metināšana, lai gan tā labi darbojas daudzos pielietojumos, ir nedaudz zemāka precizitāte un metināšanas kapsulas blīvums nekā EDM uzklāšanas procesam.
3. Dažādas pielietojuma jomas: EDM uzklāšanas process ir piemērojams dažādiem metāla materiāliem, tostarp tēraudam, alumīnijam, niķelim, svinam utt., un tam ir plašs pielietojumu klāsts. Tradicionālā remonta metināšana galvenokārt tiek izmantota šķiedru gumijai, sakausējumiem, alumīnijam un citiem materiāliem, un tās pielietojuma joma ir samērā šaura.
4. Atšķirīga ietekme uz vidi: EDM uzklāšanas process nerada bīstamos atkritumus un tam ir labāka ietekme uz vidi. Tradicionālajā pildvielu metināšanā, ja litija oksīds (CO2) tiek izmantots kā aizsarggāze, tas var radīt bīstamos atkritumus un ietekmēt vidi.
5. Darbības grūtības atšķirības: EDM uzklāšanas process ir samērā vienkārši lietojams un tam ir augsta manevrētspējas pakāpe. Savukārt tradicionālā pildvielu metināšana ir sarežģītāka darbības grūtības ziņā un prasa lielākas prasmes un pieredzi.
Īsāk sakot, pastāv dažas atšķirības starp EDM uzklāšanas procesu un tradicionālo pildvielu metināšanu principa, precizitātes, pielietojuma jomas, vides raksturlielumu un ekspluatācijas sarežģītības ziņā. Atbilstoši konkrētajām pielietojuma vajadzībām un materiāla veidam var izvēlēties vispiemērotāko metināšanas tehnoloģiju.
Saistīto produktu saites
https://www.ourcladding.com/intelligent-edm-cladding-repair-machine-esd-9100-product/
https://www.youtube.com/watch?v=8vFi1XloPQI
Publicēšanas laiks: 2024. gada 8. aprīlis