Līdz ar rūpniecisko tehnoloģiju straujo attīstību nerūsējošais tērauds tiek plaši izmantots kā korozijizturīgs, augstas stiprības un estētiski pievilcīgs materiāls dažādos pielietojumos, piemēram, būvniecībā, autobūves nozarē, aviācijas un kosmosa nozarē un pārtikas pārstrādē. Tomēr, pateicoties tā unikālajām fizikālajām un ķīmiskajām īpašībām, nerūsējošā tērauda metināšanas process saskaras ar vairākām problēmām. Šajā rakstā mēs detalizēti apspriedīsim nerūsējošā tērauda metināšanas izaicinājumus, izplatītākās metināšanas metodes un labāko praksi, lai palīdzētu nozares pārstāvjiem uzlabot metināšanas kvalitāti un efektivitāti.
Nerūsējošā tērauda metināšanas izaicinājumi
1. Augstas temperatūras oksidēšanās un krāsas maiņa

Augstas temperatūras metināšanas procesā nerūsējošā tērauda virsma ir pakļauta oksidācijai, oksīda plēves veidošanās, kā rezultātā mainās krāsa metinājuma un termiskās iedarbības zonā. Tas ne tikai ietekmē estētiku, bet arī vājina materiāla izturību pret koroziju. Lai to novērstu, pēc metināšanas parasti ir nepieciešams izmantot aizsarggāzi vai kodināšanu un pasivāciju.
2.Termiskās plaisas jutība
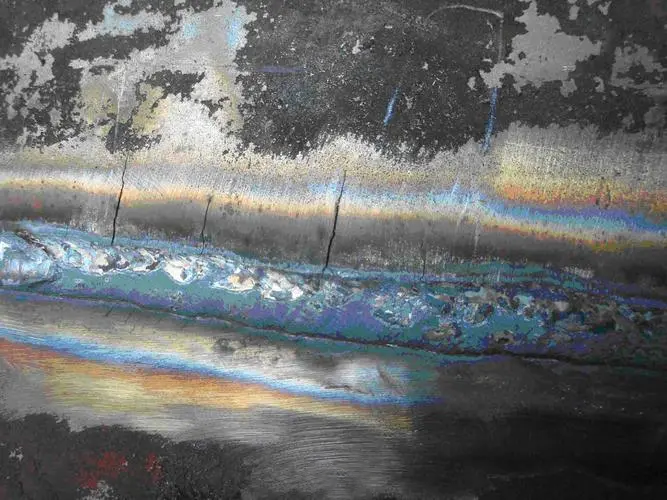
Īpaši austenīta nerūsējošais tērauds ir uzņēmīgs pret termiskām plaisām metināšanas dzesēšanas procesā, pateicoties tā augstajam termiskās izplešanās koeficientam un zemajai siltumvadītspējai. Termiskās plaisas parasti rodas metinājuma metālā vai termiski ietekmētajā zonā, kas smagos gadījumos var izraisīt metinātās konstrukcijas bojājumus. Lai samazinātu termisko plaisu risku, ir stingri jākontrolē metināšanas procesa parametri un jāizvēlas piemēroti metināšanas materiāli.
3. Metināšanas deformācija

Tā kā nerūsējošajam tēraudam ir augsts termiskās izplešanās koeficients, metināšanas process radīs lielus termiskos spriegumus, kā rezultātā metinājums deformēsies. Tas ir īpaši acīmredzami lielām konstrukcijām vai plānsienu detaļām, kas var ietekmēt izstrādājuma izmēru precizitāti un izskata kvalitāti. Lai kontrolētu metināšanas deformāciju, jāizmanto saprātīgi stiprināšanas un pretdeformācijas pasākumi.
4. Nitrīdu un karbīda nogulsnēšana
Augstas temperatūras metināšanas procesā nerūsējošā tērauda slāpeklis un ogleklis var reaģēt ar hromu, veidojot nitrīdus un karbīdus, šie nogulumi samazinās materiāla izturību pret koroziju un stingrību. Metināšanas siltuma padeves kontrole, piemērotu metināšanas materiālu izvēle un sekojoša termiskā apstrāde ir galvenie faktori, lai novērstu šo parādību.
5.Metināšanas šļakatas un piesārņojums

Metināšanas procesā radušās šļakatas un piesārņotāji var pielipt pie metinājuma virsmas un pamatmateriāla, ietekmējot metinājuma kvalitāti un izskatu. Šim nolūkam ir jāizmanto piemēroti metināšanas procesi un aizsardzības pasākumi, piemēram, jāizmanto zema šļakatu metināšanas strāva un metināšanas aizsarggāze.
Nerūsējošā tērauda metināšanas metodes
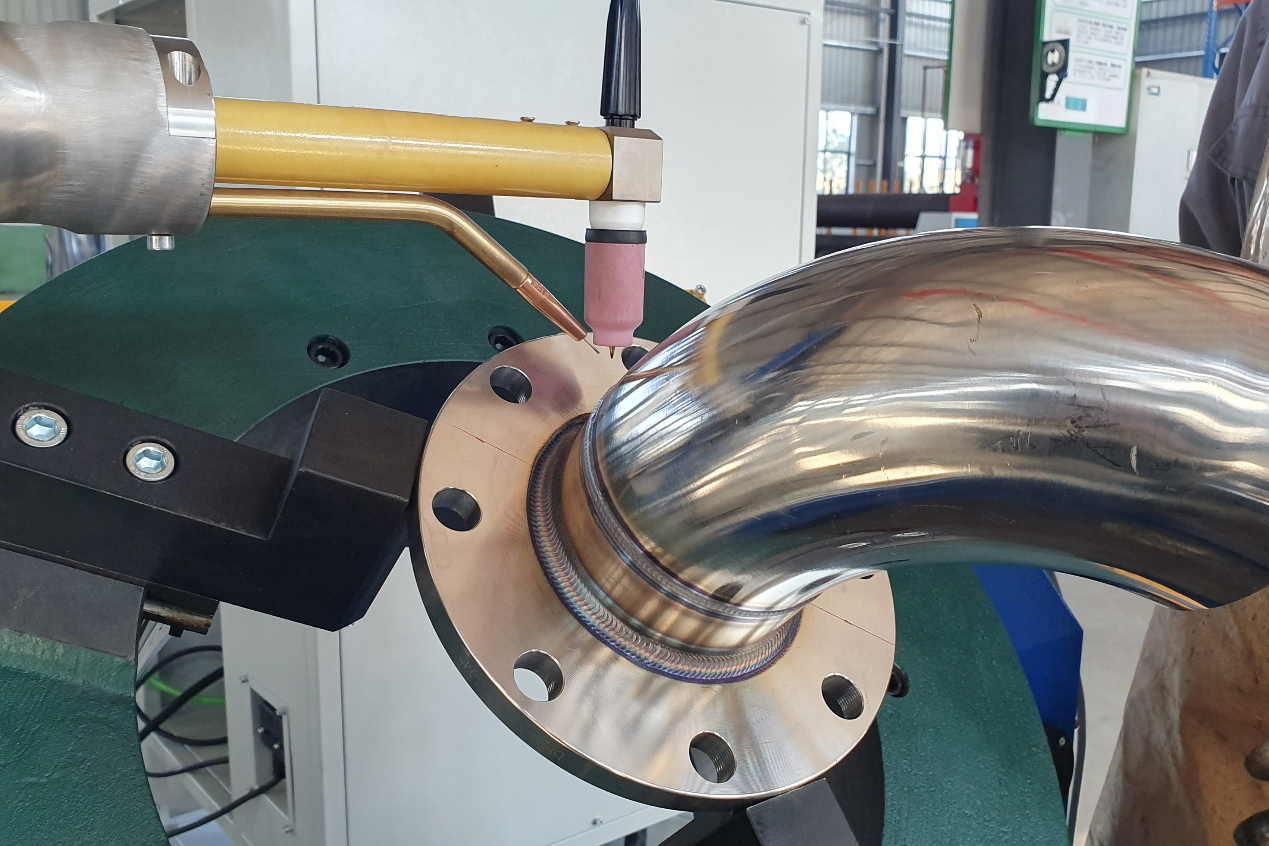
1. Volframa argona loka metināšana (TIG)
TIG metināšanair metināšanas metode, kurā izmanto neizlietojamu volframa elektrodu un inertas gāzes (piemēram, argona) aizsardzību, un tā ir īpaši piemērota plānsienu nerūsējošā tērauda metināšanai. TIG metināšana nodrošina augstas kvalitātes, gludu metinājuma šuvi, un to parasti izmanto jomās, kur nepieciešama augstas precizitātes metināšana, piemēram, kosmosa un medicīnas iekārtu ražošanā. Lai uzlabotu metināšanas efektivitāti, impulsa TIG metināšanas tehnoloģiju var izmantot, lai vēl vairāk samazinātu siltuma ievadi un deformāciju.
2. Izkausēta elektroda gāzes ekranēta (MIG) metināšana
MIG metināšanā tiek izmantots izkausēts elektrods un inertas gāzes aizsardzība, kas ir piemērota vidēja biezuma nerūsējošā tērauda lokšņu metināšanai ar augstu produktivitāti. Regulējot strāvu, spriegumu un metināšanas ātrumu, var efektīvi kontrolēt metināšanas šļakatas un izkausētās vannas formu. Lai uzlabotu metināšanas kvalitāti, var izmantot jauktas gāzes aizsardzību, piemēram, argona un oglekļa dioksīda maisījumu.
3. Plazmas loka metināšana (PAW)
Plazmas loka metināšana(PAW) ir augstas precizitātes metināšanas tehnoloģija, kas izmanto plazmas loku kā siltuma avotu, lai nodrošinātu koncentrētu un stabilu metināšanas siltumu. PAW ir piemērota metināšanas darbiem, kuriem nepieciešamsaugsta kvalitāte un zema deformācija, piemēram, precīzijas instrumentu un augstas klases iekārtu ražošanā. Salīdzinot ar TIG metināšanu, PAW piedāvā lielāku metināšanas ātrumu un mazāku karstuma ietekmēto zonu.
4. Lāzera metināšana
Lāzera metināšanaKā siltuma avotu izmanto augsta enerģijas blīvuma lāzera staru, kam ir tādas priekšrocības kā liels metināšanas ātrums, zema deformācija un neliela karstuma ietekmētā zona, un tas ir īpaši piemērots augstas precizitātes un augstas efektivitātes metināšanas vajadzībām.Lāzera metināšanair piemērots plānsienu un sarežģītu konstrukciju detaļu, piemēram, elektronisko komponentu un automobiļu detaļu ražošanas, metināšanai.
5. Pretestības punktmetināšana
Pretestības punktmetināšanā tiek izmantots elektriskās strāvas radītais siltums caur kontakta punktu metināšanai, un to parasti izmanto plānos nerūsējošā tērauda savienojumos, piemēram, automašīnu virsbūvju un ierīču korpusu ražošanā. Šī metode ir ātra, paredzēta maziem metinājuma savienojumiem un piemērota masveida ražošanai.
Nerūsējošā tērauda metināšanas labākā prakse
Lai nodrošinātu augstas kvalitātes nerūsējošā tērauda metinājumu, jāievēro šādas nozares plaši atzītas labākās prakses:
1. Virsmu tīrīšana
Pirms metināšanas nerūsējošā tērauda virsmas rūpīgi jānotīra, lai noņemtu taukus, oksīdus un citus piesārņotājus, lai novērstu metināšanas defektus. Tīrīšanu var veikt ar ķīmiskiem tīrīšanas līdzekļiem vai mehāniskiem slīpēšanas instrumentiem.
2. Siltuma ievades kontrole
Kontrolējiet siltuma padevi, pielāgojot metināšanas strāvu, spriegumu un metināšanas ātrumu, lai izvairītos no pārmērīgas siltuma padeves, kas izraisa metinājuma metāla pārkaršanu, kas savukārt samazina termiskās plaisāšanas un metināšanas deformācijas risku.
3. Aizsarggāzes izmantošana
Metināšanas laikā jāizmanto piemērota aizsarggāze (piemēram, tīrs argons vai hēlijs), lai novērstu metināšanas vietas saskari ar gaisu un izvairītos no oksidēšanās un nitridēšanās. Biezsienu materiāliem var izmantot dubultu aizsarggāzes slāni, lai uzlabotu aizsargājošo efektu.
4. Priekšsildīšana un pēcapstrāde
Biezsienu nerūsējošā tērauda vai augsta oglekļa satura nerūsējošā tērauda gadījumā termiskā sprieguma un plaisu veidošanās mazināšanai var veikt iepriekšēju uzsildīšanu pirms metināšanas un termisko apstrādi pēc metināšanas. Priekšsildīšanas temperatūra un termiskās apstrādes temperatūra jāizvēlas atkarībā no materiāla veida un metināšanas procesa.
5. Piemērota metināšanas materiāla izvēle
Izmantojiet metināšanas materiālus, kas atbilst pamatmateriālam, lai nodrošinātu, ka metinājuma metālam un pamatmateriālam ir līdzīgs ķīmiskais sastāvs un mehāniskās īpašības, tādējādi nodrošinot metinātā savienojuma izturību un korozijas izturību.
6. Metināšanas kvalitātes pārbaude
Pēc metināšanas pabeigšanas jāveic metināšanas kvalitātes pārbaude, piemēram, rentgena pārbaude, ultraskaņas pārbaude un krāsvielu iespiešanās pārbaude, lai pārliecinātos, ka metinātajos savienojumos nav tādu defektu kā plaisas, porainība un izdedžu iesprūšana.
Nākotnes perspektīvas
Attīstoties zinātnei un tehnoloģijām, nerūsējošā tērauda metināšanas tehnoloģija turpinās attīstīties augstas efektivitātes, intelekta un videi draudzīguma virzienā. Nākotnē automatizēti metināšanas roboti un inteliģentas metināšanas vadības sistēmas vēl vairāk uzlabos metināšanas efektivitāti un kvalitāti. Vienlaikus videi draudzīgas metināšanas tehnoloģijas pētniecība un attīstība kļūs arī par svarīgu virzienu kaitīgo gāzu emisiju un materiālu atkritumu samazināšanai metināšanas procesā.
Publicēšanas laiks: 2024. gada 20. jūnijs