Plazmas pārneses loka deglis (PTA deglis) ir plazmas pārneses loka (PTA) iekārtas centrālā daļa, kas atbild par plazmas loka ģenerēšanu un sakausējuma pulvera precīzu piegādi metināšanas vietai. Tā struktūra un darbības princips atšķiras no parastā metināšanas degļa, nodrošinot augstāku precizitāti un stabilitāti.
1. Konstrukcijas komponenti
ThePTA metināšanas deglisgalvenokārt sastāv no šādām daļām:
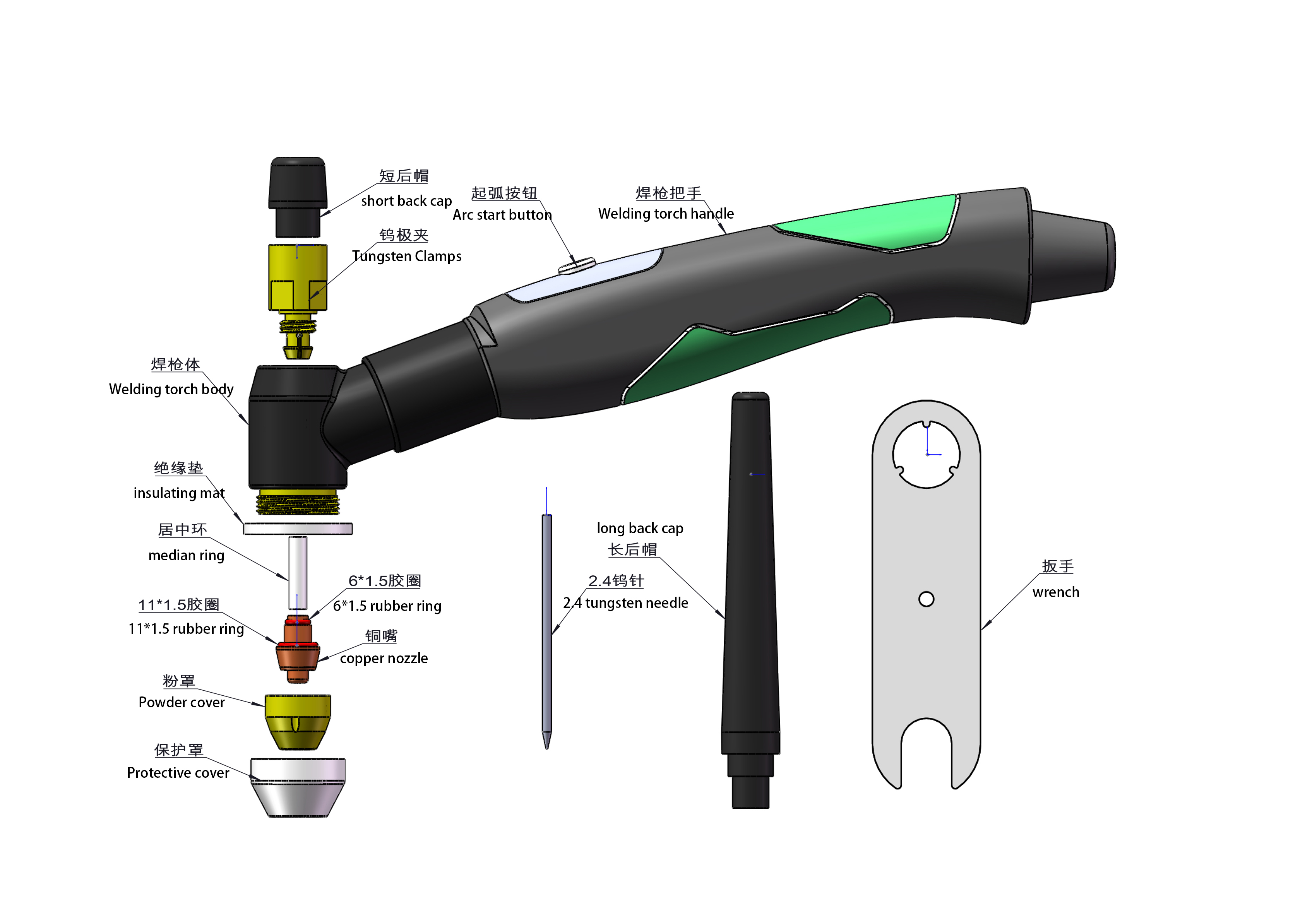
Katods (volframa elektrods): plazmas loka ģenerēšanas pamatelements, parasti izgatavots no augstas temperatūras un korozijas izturīga volframa materiāla.
Anods (sprausla): vada plazmas loku un koncentrē loka kolonnu, parasti izgatavots no vara, lai uzlabotu siltuma izkliedi.
Pulvera padeves sistēma: Izmanto, lai vienmērīgi padotu sakausējuma pulveri plazmas lokā, lai tas izkustu un nogulsnētos uz sagataves virsmas.
Aizsarggāzes kanāls: Argonu vai hēliju parasti izmanto kā plazmas gāzi un aizsarggāzi, lai novērstu oksidēšanos metināšanas zonā.
Dzesēšanas sistēma: Ūdens dzesēšana tiek izmantota, lai nodrošinātu metināšanas degļa stabilitāti darbības laikā augstā temperatūrā.
2. Darbības princips
Loka ierosināšanas posms: augstas frekvences un augstsprieguma impulss ģenerē nepārnesamu loku starp volframa elektrodu un sprauslu (maza strāva, stabila loka ierosināšana).
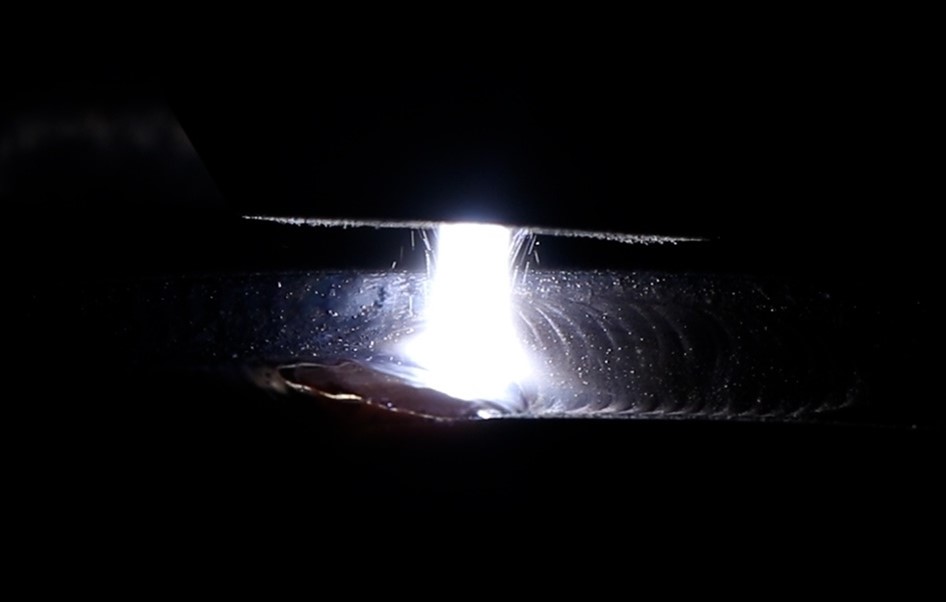
Plazmas loka veidošanās: plazmas gāze (piemēram, argons) caur sprauslu, augstas temperatūras loka jonizācijas rezultātā pārvēršas augstas enerģijas plazmā un caur sprauslu nonāk sagataves virsmā, veidojot pārejas loku (galveno loku).
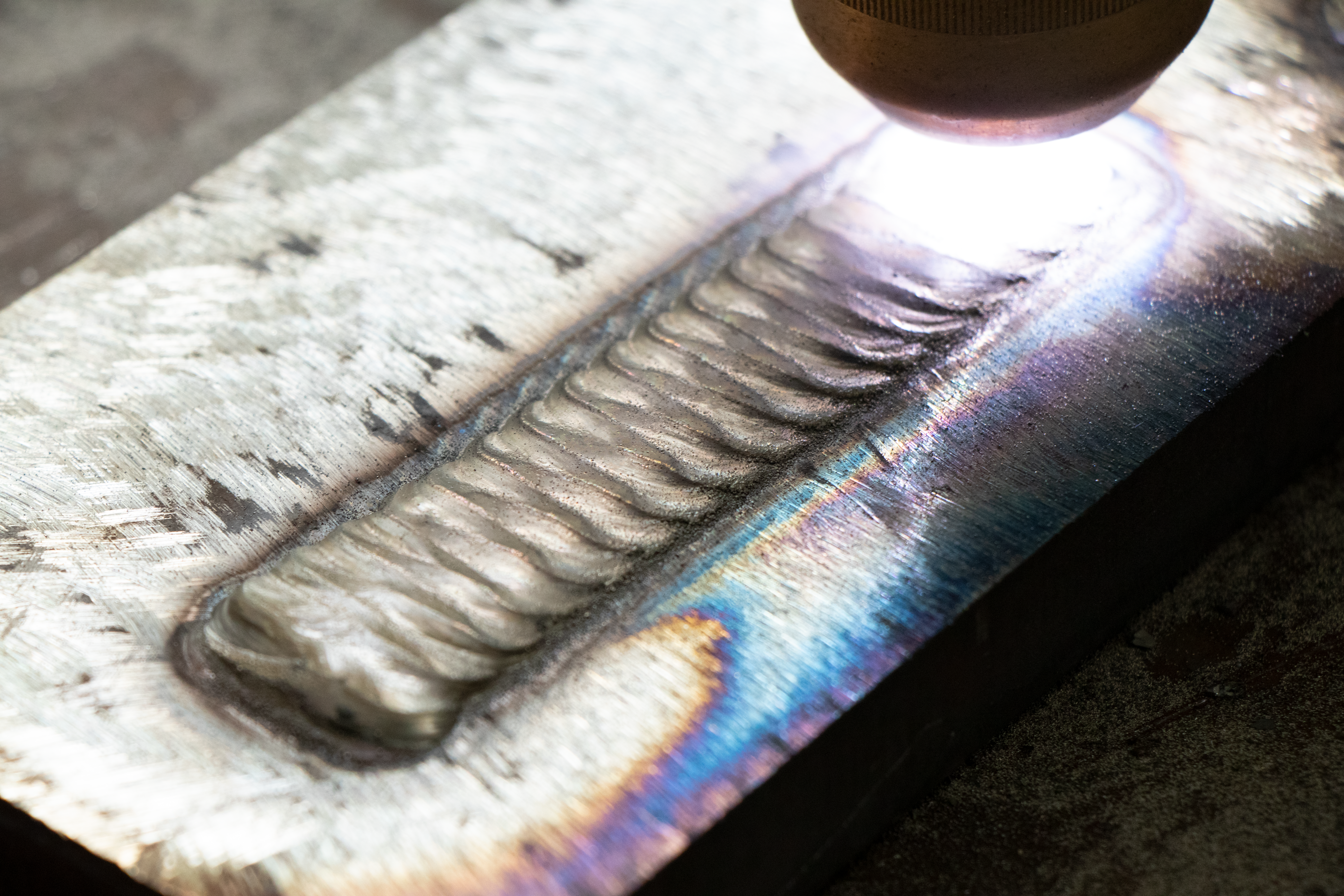
Pulvera padeve un kausēšana: sakausējuma pulveris vienmērīgi tiek padots plazmas loka zonā caur pulvera padevēju, uzreiz izkausēts un izsmidzināts uz sagataves virsmas, veidojot blīvu pārklājumu.
Metalurģiskā savienošana: Izkausētais pulveris tiek metalurģiski savienots ar pamatmateriālu, veidojot augstas stiprības, nodilumizturīgu apšuvuma slāni.
3. Īpašības un priekšrocības
Augsts enerģijas blīvums: garas, plānas loka kolonnas, augsta temperatūra (līdz 20 000 °C), precīza kušanas dziļuma un pārklājuma biezuma kontrole.
Maza termiski ietekmētā zona: samazina pamatnes deformāciju un termisko spriegumu, uzlabo sagataves izmēru stabilitāti.
Augsts materiālu izmantošanas līmenis: pulverveida materiālu izmantošanas līmenis pārsniedz 90%, kas ir ekonomiski izdevīgi.
Lieliska pārklājuma kvalitāte: blīvs pārklājums, nav porainības, augsta metalurģiskā saistspēja, lieliska nodilumizturība un izturība pret koroziju.
4. Bieži izmantotie materiāli un pielietojums
Sakausējuma pulvera materiāliKobalta, niķeļa, dzelzs, volframa karbīda un citu nodilumizturīgu, korozijizturīgu sakausējumu pulveris.
Tipiskas pielietojuma jomas:
Naftas un gāzes ieguve: nodilumizturīgi un korozijizturīgi pārklājumi vārstiem, urbju uzgaļiem un sūkņu korpusiem.
Inženiertehniskās iekārtas: vārpstas, ruļļi, zobrati, veidņu virsmas stiprināšana un remonts.
Metalurģijas rūpniecība: ruļļu, veidņu, vārstu ligzdu un citu detaļu virsmas apstrāde un remonts.
5. Lietošanas piesardzības pasākumi
Volframa elektroda aizsardzība: novērš oksidēšanos un izdegšanu, pagarina elektroda kalpošanas laiku.
Sprauslas dzesēšana: uzturiet labu ūdens dzesēšanas efektu, lai izvairītos no sprauslas pārkaršanas bojājumiem.
Pulvera padeves stabilitāte: nodrošiniet vienmērīgu pulvera padevi, lai izvairītos no nevienmērīga pārklājuma biezuma vai izdedžu defektiem.
Drošības aizsardzība: augsta temperatūra, augstsprieguma darbība, nepieciešams aprīkot ar aizsargmaskām, cimdiem un citu drošības aprīkojumu.
6. Salīdzinājums ar citām metināšanas metodēm
Ar plazmas loka metināšanu (PAW): PTA metināšanu galvenokārt izmanto virsmu apšuvumam un stiprināšanai, savukārt PAW metināšanu galvenokārt izmanto iespiešanās metināšanai.
Salīdzinājums ar lāzera apstrādi: PTA metināšana ir lētāka un piemērojama plašākam materiālu klāstam; tomēr lāzera apstrādei ir mazāka termiski ietekmētā zona un augstāka precizitāte.
Ar plazmas izsmidzināšanu: PTA metināšana ir metalurģiska savienošana, augsta pārklājuma izturība; plazmas izsmidzināšana ir mehāniska savienošana, piemērota plānslāņa pārklāšanai.
Publicēšanas laiks: 2025. gada 19. februāris