Plazmas metināšanas deglistiek plaši izmantots kā efektīvs metināšanas instruments augstas precizitātes metināšanas darbiem. Tā kā tā darbības princips ietver augstas temperatūras loku un gāzes plūsmu, to lietojot, var rasties dažas bieži sastopamas problēmas. Tālāk ir sniegts saraksts ar bieži sastopamām problēmām, kas saistītas ar plazmas metināšanas degļiem, un to risināšanas veidiem:

1. Metināšanas loka nestabilitāte
Cēloņu analīze:
- Metināšanas barošanas avota izejas strāva ir nestabila, un strāva ievērojami svārstās.
- Metināšanas pistoles sprausla vai elektrods ir bojāts, kā rezultātā gāzes plūsma ir nevienmērīga.
- Gāzes padeves spiediens ir nestabils vai gāzes kvalitāte nav laba (piemēram, pārāk daudz skābekļa, argona piemaisījumi).
- Metināšanas strāva ir pārāk zema vai loks nav pareizi noregulēts.
Risinājums:
- Pārbaudiet metināšanas barošanas avotu, lai pārliecinātos, ka spriegums un strāva ir stabili.
- Pārbaudiet un nomainiet bojātus elektrodus vai sprauslas, uzturiet labu elektrodu un sprauslu atstarpi.
- Pārbaudiet gāzes spiedienu un plūsmas ātrumu, lai nodrošinātu piegādātās gāzes tīrību.
- Pielāgojiet metināšanas strāvu un loka garumu tā, lai tie atrastos normālajā darba diapazonā.
2. Nestabila metināšanas kausējuma vanna, rodas nevienmērīga metināšanas šuve
Cēloņu analīze:
- Nepareizi iestatīta metināšanas strāva, pārāk augsta vai pārāk zema, var ietekmēt izkausētā metāla stabilitāti.
- Gāzes plūsmas ātrums ir pārāk liels vai pārāk mazs, kā rezultātā gāzes pārklājums ir nepietiekams un tiek ietekmēta metinājuma forma.
- Attālums starp metināšanas degli un sagatavi ir pārāk liels vai pārāk mazs, kā rezultātā loks ir nestabils.
Risinājums:
- Pielāgojiet strāvu un spriegumu atbilstoši metināšanas materiālam un plāksnes biezumam.
- Pielāgojiet gāzes plūsmu, lai nodrošinātu vienmērīgu gāzes pārklājumu un novērstu gāzes caurumus vai ieslēgumus.
- Pielāgojiet attālumu starp metināšanas degli un sagatavi, lai saglabātu pareizu loka garumu.
3. Elektrods ir nodilis vai pārāk ātri izdeg.
Cēloņu analīze:
- Metināšanas strāva ir pārāk augsta, kā rezultātā elektrods pārkarst.
- Nepietiekama gāzes plūsma un slikta dzesēšanas efektivitāte.
- Piesārņotāju (piemēram, eļļas, mitruma utt.) klātbūtne metināšanas vidē noved pie loka nestabilitātes, kas savukārt palielina elektrodu nodilumu.
Risinājums:
- Pārbaudiet un noregulējiet metināšanas strāvu, lai izvairītos no pārāk augstas vai pārāk zemas strāvas.
- Palieliniet gāzes plūsmu, lai nodrošinātu labu dzesēšanas efektu.
- Uzturiet metināšanas vidi tīru un izvairieties no sagataves virsmas piesārņošanas.
4. Aizsērējušas sprauslas vai oglekļa nogulsnes

Cēloņu analīze:
- Nepietiekama vai nestabila gāzes plūsma izraisa oglekļa uzkrāšanos iekšpusē.sprausla.
- Metināšanas laikā tiek izmantota nepiemērota strāva vai pārmērīgs loka garums, kas palielina sprauslas slodzi.
- Metināšanas materiāla kvalitāte rada pārmērīgu kvēpu vai piemaisījumu daudzumu.
Risinājums:
- Regulāri pārbaudiet un tīriet uzgali, lai nodrošinātu vienmērīgu gaisa plūsmu.
- Pielāgojiet strāvu un loka garumu, lai izvairītos no sprauslas pārkaršanas.
- Izmantojiet augstas kvalitātes metināšanas materiālus, lai samazinātu piemaisījumu veidošanos.
5. Metināšanas pistoles pārkaršana
Cēloņu analīze:
- Metināšanas strāva ir pārāk augsta, kā rezultātā metināšanas deglis darbojas pārāk bieži un siltuma izkliede nav pietiekama.
- Pārmērīga metināšanas procesa izmantošana, kā rezultātā metināšanas degļa siltuma izkliede nav savlaicīga.
- Metināšanas pistoles dzesēšanas sistēmas (piemēram, ūdens dzesēšanas vai gaisa dzesēšanas) atteice vai nepietiekama efektivitāte.
Risinājums:
- Kontrolējiet metināšanas laiku un frekvenci, izvairieties no nepārtrauktas darba pārāk ilgi.
- Pārbaudiet un salabojiet degļa dzesēšanas sistēmu, lai nodrošinātu pareizu darbību.
- Lai izvairītos no pārkaršanas, izmantojiet atbilstošu strāvu un metināšanas parametrus. 6.
6. Gāzes noplūde
Cēloņu analīze:
- Vaļīgas vai bojātas gāzes caurules, veidgabali vai vārsti, kā rezultātā rodas gāzes noplūde.
- Blīvējuma materiāls ir bojāts degļa savienojuma vietas sliktā blīvējuma vai metināšanas laikā radušās augstās temperatūras dēļ.
Risinājums:
- Regulāri pārbaudiet gāzes cauruļvadus un veidgabalus, lai nodrošinātu ciešus savienojumus.
- Nomainiet nolietotas vai bojātas blīves, lai novērstu gāzes noplūdi.
- Izmantojiet piemērotu blīvēšanas materiālu, lai nodrošinātu, ka tas nesabojājas augstā temperatūrā.
7. Porainība metināšanas laikā

Cēloņu analīze:
- Gāzes padeve ir nestabila vai netīra, kā rezultātā aizsarggāze nespēj pilnībā nosegt metinājuma šuvi.
- Eļļas, mitruma vai citu piemaisījumu klātbūtne uz sagataves virsmas metināšanas laikā piesārņo izkusušo vanniņu.
- Metināšanas strāva ir pārāk zema, kā rezultātā veidojas nepilnīga izkususi vanna, un gāze nevar efektīvi izplūst.
Risinājums:
- Nodrošināt stabilu gāzes padevi un kvalificētu gāzes tīrību.
- Notīriet sagataves virsmu, lai pārliecinātos, ka uz tās nav eļļas, mitruma vai citu piesārņotāju.
- Pielāgojiet strāvas un metināšanas parametrus, lai nodrošinātu, ka izkausētā vanna ir pilnībā izveidojusies un tādējādi novērstu gāzes aizsprostojumu.
8. Plaisas metinājuma virsmā
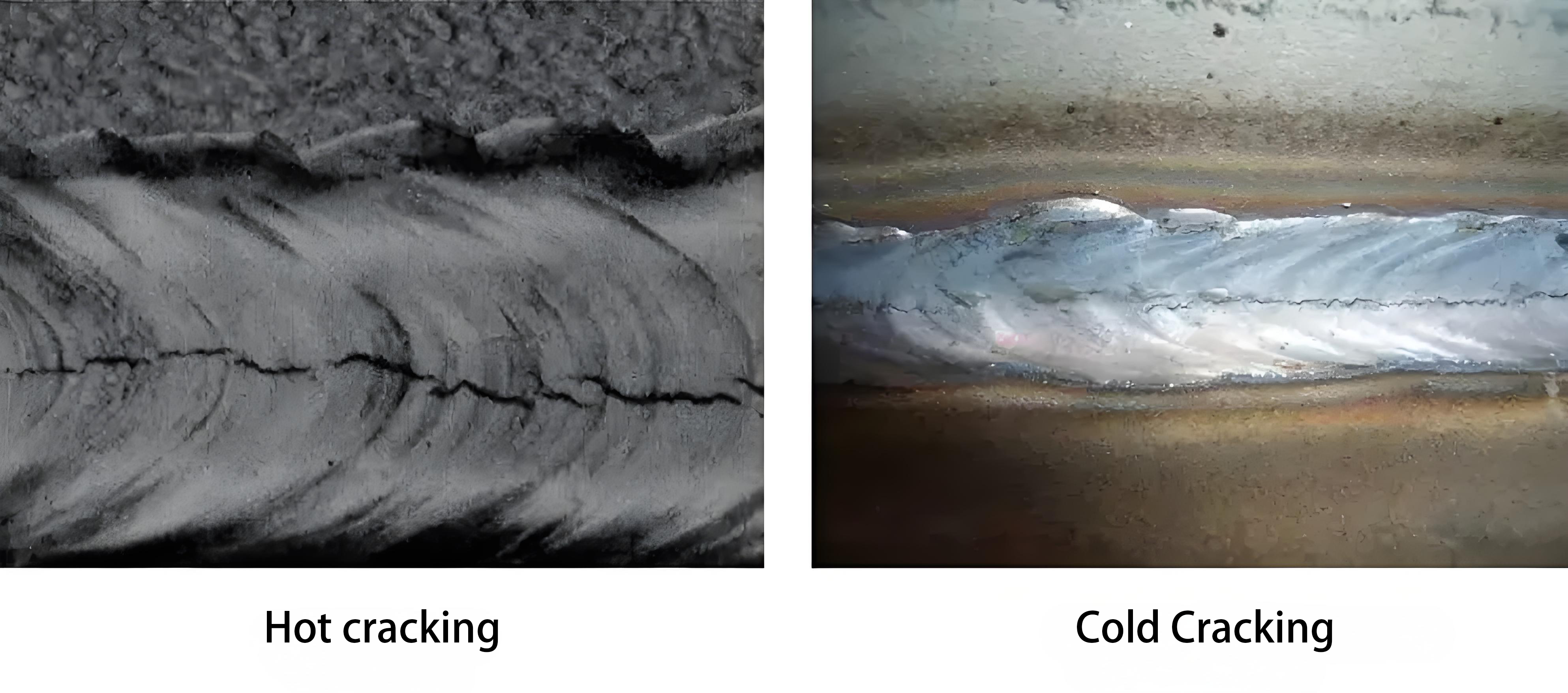
Cēloņu analīze:
- Metināšanas laikā dzesēšanas ātrums ir pārāk liels, kā rezultātā rodas pārmērīgs termiskais spriegums.
- Slikta metināšanas materiāla un pamatmateriāla saderība vai nepareiza metināšanas materiāla izvēle.
- Nepareizs metināšanas process (piemēram, pārmērīga karsēšana vai nevienmērīga dzesēšana).
Risinājums:
- Kontrolējiet metināšanas dzesēšanas ātrumu. Termiskās slodzes samazināšanai var izmantot iepriekšēju uzsildīšanu vai pēcapstrādi.
- Izvēlieties atbilstošu metināšanas materiālu un pārliecinieties, ka tas ir saderīgs ar pamatmateriālu.
- Pielāgojiet metināšanas procesu, lai izvairītos no pārmērīgas sakaršanas vai nevienmērīgas dzesēšanas.
Theplazmas deglisLietošanas laikā var rasties daudzas problēmas, kas parasti ir saistītas ar metināšanas strāvu, gāzes plūsmu, sprauslu un elektrodu apkopi, metināšanas vidi un citiem faktoriem. Dažādu problēmu gadījumā atbilstošu regulēšanas un remonta pasākumu veikšana var efektīvi uzlabot metināšanas kvalitāti un pagarināt iekārtas kalpošanas laiku.
Publicēšanas laiks: 2024. gada 28. novembris