Kā izmantot plazmu TC gultņu pārklājumamTC gultņi parasti ir dziļrievu lodīšu gultņi ar gumijas blīvēm, kurus plaši izmanto dažādās mehāniskās iekārtās, īpaši tur, kur nepieciešama laba blīvēšanas veiktspēja. Ilgstoša iedarbība šādā vidē neizbēgami izraisīs nodilumu un koroziju. Plazma tiek izmantota, lai kausētu un apšūtu TC gultņu iekšpusi, iegūstot augstas cietības, nodilumizturīgu un korozijizturīgu apšuvumu. Tas ietaupa nomaiņas izmaksas.

Plazmas apšuvuma tehnoloģijas princips
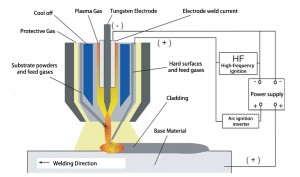
Plazmas apšuvumsir process, kurā sakausējuma pulveris tiek izkausēts ar plazmas loku un izsmidzināts uz substrāta virsmas, lai izveidotu augstas veiktspējas pārklājumu. To raksturo metalurģiskas saites veidošanās starp pārklājumu un substrātu, kas ievērojami uzlabo substrāta veiktspēju.
Sagatavošanas darbi pirms TC gultņa urbuma plazmas pārklāšanas
Tālāk ir sniegts pilns risinājumu kopums TC gultņu urbumu plazmas apšuvumam, kas aptver procesa plūsmu, tehniskos parametrus, materiālu izvēli un pēcapstrādes metodes, lai nodrošinātu, ka gultņu urbumu veiktspēju var efektīvi salabot vai uzlabot.
Kāds ir TC gultņu apšuvuma mērķis?

1. Atjaunot nolietotus vai sarūsējušus urbuma izmērus un uzlabot precizitāti.
2. Uzlabojiet urbuma virsmas nodilumizturību, izturību pret koroziju un augstas temperatūras veiktspēju.
3. Uzlabojiet gultņa kopējo kalpošanas laiku, lai apmierinātu smagu darba apstākļu vajadzības.
Risinājums
1. Sagatavošana
- Pārbaude un novērtēšana:
- Izmantojiet koordinātu mērīšanas mašīnu (CMM), lai noteiktu gultņa urbuma izmēru novirzi un novērtētu remonta apjomu.
- Analizēt darba vidi un noteikt urbuma veiktspēju, kas jāuzlabo (piemēram, nodilumizturība, izturība pret koroziju utt.).
- Virsmas pirmapstrāde:
- Notīriet gultņa urbumu, lai noņemtu eļļu, oksidēto slāni un koroziju uz virsmas.
- Izmantojiet smilšu strūklu vai mehānisko apstrādi, lai palielinātu urbuma virsmas raupjumu (Ra 6,3–12,5 μm) un uzlabo pārklājuma saķeri.
2. Kausēšanas materiāla izvēle
Atkarībā no gultņu darba apstākļiem (piemēram, slodzes, ātruma, temperatūras), jāizvēlas atbilstošs apšuvuma materiāls:
- Niķeļa sakausējuma pulveris:

- Piemērojamā aina: augsta temperatūra, augsta korozijas vide.
- Raksturojums: nodilumizturīgs, korozijizturīgs, cietība līdz50–60 HRC.
- Kobalta bāzes sakausējuma pulveris (piemēram, Stellite sērija):

- Scenārijs: augsta temperatūra, liela slodze.
- Raksturojums: augsta temperatūras oksidēšanās izturība, laba triecienizturība, cietība līdz40–60 HRC.
- Dzelzs sakausējuma pulveris:

- Pielietojuma scenārijs: Vispārējas rūpniecības iekārtas, ekonomiska izvēle.
- Raksturojums: mērena nodilumizturība, zemas izmaksas.
3. Plazmas apšuvuma process
- Aprīkojuma izvēle:
- Izmantojiet augstas precizitātes CNC plazmas apšuvuma iekārtas, lai nodrošinātu apšuvuma slāņa vienmērīgumu.
- Aprīkots ar nelielu sprauslu iekšējo caurumu apšūšanai, piemērots sagatavēm ar ierobežotu gultņu iekšējo diametru.
- Procesa parametri:
- Kušanas strāva: 80–120 A (pielāgojama atkarībā no materiāla).
- Kušanas ātrums: 10–50 mm/min.
- Gāzes plūsma: 15–20 l/min (aizsarggāze: argons).
- Kušanas biezums: 0,5–2,0 mm, salabojiet lielāku slāņveida kušanas daudzumu.
- Starpslāņa temperatūras kontrole: ne vairāk kā 150 °C, lai izvairītos no siltuma uzkrāšanās, kas izraisa substrāta deformāciju.
- Kušanas process:
1. Pielāgojiet iekšējā cauruma centru, lai tas atbilstu kausēšanas sprauslai, lai nodrošinātu kausēšanas vienmērīgumu.
2. apakšējais slānis, veidojot vienmērīgu metalurģisko savienojuma slāni.
3. Saskaņā ar slāņveida apšuvuma biezuma projektu katrs slānis ir pabeigts dabiskai dzesēšanai vai papildu dzesēšanai.
4. Turpmākā apstrāde
- Mehāniskā apstrāde:
- Pēc apšuvuma pabeigšanas urbums tiek apstrādāts projektētajā izmērā, izmantojot iekšējo slīpēšanu vai precīzu virpošanu, lai nodrošinātu, ka izmēru pielaide un virsmas raupjums atbilst prasībām (piemēram, Ra≤0,4 μm).
- Termiskā apstrāde (pēc izvēles):
- Kausētā apšuvuma slāņa sprieguma mazināšanas termiskā apstrāde, lai novērstu atlikušā sprieguma radītās plaisas.
- Apšuvuma pārbaude:
- Cietības pārbaude: pārklājuma virsmas cietībai jāatbilst konstrukcijas prasībām (piemēram, 50–60 HRC).
- Nesagraujošā testēšana: pārklājuma pārbaude ar ultraskaņas vai magnētisko daļiņu metodi, lai noteiktu plaisas vai poras.
- Saistīšanas stiprības pārbaude: pārklājuma un pamatmateriāla saķeres stiprībai jāatbilst prasībām (parasti ≥30 MPa).
Plazmas apšuvuma TC gultņu priekšrocības
1. Izmaksu efektivitāte: salīdzinot ar gultņu nomaiņu ar jauniem, plazmas apšuvuma remonts ir lētāks un ietaupa materiālu izmaksas.
2. Veiktspējas uzlabošana: pārklātā materiāla veiktspēja ir labāka nekā sākotnējā materiāla veiktspēja, kas pagarina kalpošanas laiku.
3. Procesa elastība: dažādus pārklājuma materiālus var izvēlēties atbilstoši gultņu faktiskajiem darba apstākļiem.
4. Atkārtoti lietojams: gultņus var salabot daudzas reizes pēc bojājumiem.
Kas mums jāpievērš uzmanība TC gultņu apšuvumam?
1. Siltuma ievades kontrole:
Apšuvuma procesa laikā izvairieties no pamatmateriāla pārkaršanas, kas var izraisīt gultņa deformāciju vai veiktspējas pasliktināšanos.
2. Izmēru pielaide:
Pēc apšuvuma urbums ir precīzi jāapstrādā atbilstoši pielaides robežās (piemēram, H7 vai H6 līmenī).
3. Pielāgošanās darba videi:
Optimizēt apšuvuma materiālu un procesa parametrus atbilstoši gultņa ekspluatācijas apstākļiem (piemēram, temperatūrai, videi).
TC gultņu plazmas pārklājuma pielietojuma zonas
•Kalnrūpniecības tehnika: gultņu urbumi ir jāremontē lielas slodzes nodiluma dēļ.
•Automobiļu rūpniecība: augstas precizitātes gultņu urbumu remonts, lai uzlabotu izturību.
•Celtniecības tehnika: gultņu nodilumizturības un korozijizturības uzlabošana hidrauliskajās sistēmās.
•Vispārējās rūpniecības iekārtas: pagarina vispārējas nozīmes gultņu kalpošanas laiku.
Publicēšanas laiks: 2024. gada 24. decembris