Lāzera apšuvuma princips un ievads
Apšuvuma process: Lāzera apšuvumu var aptuveni iedalīt divās kategorijās atkarībā no apšuvuma materiālu piegādes metodes, proti, iepriekš iestatīta lāzera apšuvums un sinhronā lāzera apšuvums.
Iepriekš iestatīta lāzera apšuvuma metode ir apšuvuma materiāla iepriekšēja uzklāšana uz pamatnes virsmas apšuvuma daļas un pēc tam lāzera starojuma izmantošana skenēšanai un kausēšanai. Apšuvuma materiāls tiek pievienots pulvera vai stieples veidā, un pulvera forma ir visbiežāk izmantotā.
Sinhronā lāzera apšuvums ir pulvera vai stieples apšuvuma materiālu sinhrona nosūtīšana uz izkausēto vannu caur sprauslu apšuvuma procesa laikā. Apšuvuma materiāls tiek pievienots pulvera vai stieples veidā, no kuriem pulvera forma ir visbiežāk izmantotā.
Iepriekš iestatītas lāzera apšuvuma galvenais process ir: substrāta apšuvuma virsmas pirmapstrāde --- iepriekš iestatīts apšuvuma materiāls --- iepriekšēja uzsildīšana --- lāzera apšuvums --- pēcapstrāde ar termisko apstrādi.
Sinhronās lāzera apšuvuma galvenā procesa plūsma ir: substrāta apšuvuma virsmas pirmapstrāde --- priekšsildīšana --- sinhronā lāzera apšuvums --- pēcapstrāde.
Saskaņā ar procesa plūsmu, ar lāzerapstrādi saistītie procesi galvenokārt ir substrāta virsmas pirmapstrādes metode, apšuvuma materiāla padeves metode, iepriekšēja uzsildīšana un pēcapstrāde.
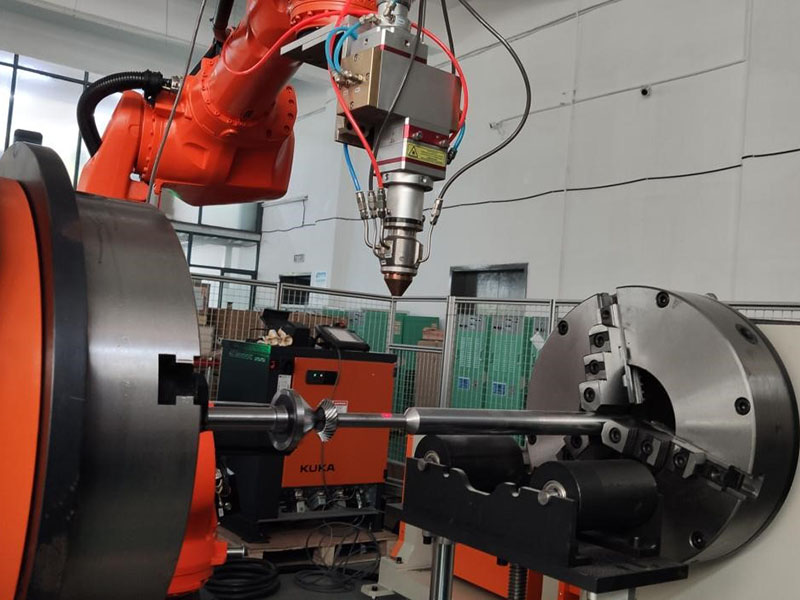
Lāzera darbības princips:
Pilns lāzerapstrādes iekārtu komplekts sastāv no: lāzera, dzesēšanas iekārtas, pulvera padeves mehānisma, apstrādes galda utt.
Lāzeru izvēle: galvenie lāzeru veidi atbalsta lāzera apšuvuma procesu, piemēram, CO2 lāzeri, cietvielu lāzeri, šķiedru lāzeri, pusvadītāju lāzeri utt.
Procesa parametri
Lāzera apšuvuma procesa parametri galvenokārt ietver lāzera jaudu, plankuma diametru, apšuvuma ātrumu, defokusēšanas daudzumu, pulvera padeves ātrumu, skenēšanas ātrumu, uzsildīšanas temperatūru utt. Šiem parametriem ir liela ietekme uz apšuvuma slāņa atšķaidīšanas ātrumu, plaisām, virsmas raupjumu un apšuvuma detaļu blīvumu. Parametri ietekmē arī viens otru, kas ir ļoti sarežģīts process, un jāizmanto saprātīgas kontroles metodes, lai kontrolētu šos parametrus pieļaujamajā lāzera apšuvuma procesa diapazonā.
Lāzera apšuvumam ir 3 svarīgi procesa parametri
lāzera jauda
Jo lielāka lāzera jauda, jo lielāks ir izkausētā apšuvuma metāla daudzums un jo lielāka ir porainības varbūtība. Palielinoties lāzera jaudai, palielinās apšuvuma slāņa dziļums, apkārtējā šķidrā metāla daudzums strauji svārstās un notiek dinamiskā sacietēšana, kā rezultātā poru skaits pakāpeniski samazinās vai pat izzūd, un pakāpeniski samazinās arī plaisas. Kad apšuvuma slāņa dziļums sasniedz robeždziļumu, jaudai palielinoties, substrāta virsmas temperatūra paaugstinās un deformācijas un plaisāšanas parādība pastiprinās. Ja lāzera jauda ir pārāk maza, kūst tikai virsmas pārklājums, bet substrāts nekūst. Šajā laikā uz apšuvuma slāņa virsmas rodas lokālas plaisāšanas. Pūkošanās, tukšumi utt. nesasniedz virsmas apšuvuma mērķi.
Plankuma diametrs
Lāzera stars parasti ir apļveida. Apšuvuma slāņa platums galvenokārt ir atkarīgs no lāzera stara punkta diametra, punkta diametrs palielinās, un apšuvuma slānis kļūst platāks. Dažādi punktu izmēri izraisīs enerģijas sadalījuma izmaiņas uz apšuvuma slāņa virsmas, un iegūtā apšuvuma slāņa morfoloģija un mikrostruktūras īpašības ir diezgan atšķirīgas. Vispārīgi runājot, apšuvuma slāņa kvalitāte ir labāka, ja punkta izmērs ir mazs, un apšuvuma slāņa kvalitāte samazinās, palielinoties punkta izmēram. Tomēr punkta diametrs ir pārāk mazs, kas neveicina liela laukuma apšuvuma slāņa iegūšanu. [3]
Apšuvuma ātrums
Apšuvuma ātrumam V ir līdzīga ietekme kā lāzera jaudai P. Ja apšuvuma ātrums ir pārāk liels,sakausējuma pulverisnevar pilnībā izkausēt, un netiek panākts augstas kvalitātes apšuvuma efekts; ja apšuvuma ātrums ir pārāk mazs, izkausētais materiāls saglabājas pārāk ilgi, pulveris tiek pārdedzināts, sakausējuma elementi tiek zaudēti un matricas siltuma ievade ir liela, kas palielinās deformācijas apjomu.
Lāzera pārklājuma parametri neatkarīgi neietekmē pārklājuma slāņa makroskopisko un mikroskopisko kvalitāti, bet ietekmē viens otru. Lai ilustrētu lāzera jaudas P, plankuma diametra D un pārklājuma ātruma V visaptverošo ietekmi, tiek piedāvāts īpatnējās enerģijas Es jēdziens, proti:
Es=P/(DV)
Tas ir, apstarošanas enerģija uz laukuma vienību un tādi faktori kā lāzersjaudas blīvumsun apšuvuma ātrumu var apsvērt kopā.
Īpatnējās enerģijas samazināšana ir labvēlīga atšķaidīšanas ātruma samazināšanai, un tai ir arī zināma saistība ar apšuvuma slāņa biezumu. Pie nemainīgas lāzera jaudas apšuvuma slāņa atšķaidīšanas ātrums samazinās, palielinoties plankuma diametram, un, ja apšuvuma ātrums un plankuma diametrs ir nemainīgi, apšuvuma slāņa atšķaidīšanas ātrums palielinās, palielinoties lāzera stara jaudai. Turklāt, palielinoties apšuvuma ātrumam, samazinās substrāta kušanas dziļums un samazinās apšuvuma slāņa atšķaidīšanas ātrums no substrāta materiāla.
Daudzpakāpju lāzerapstrādē pārklāšanās ātrums ir galvenais faktors, kas ietekmēvirsmas raupjumsapšuvuma slāņa. Palielinoties pārklāšanās ātrumam, apšuvuma slāņa virsmas raupjums samazinās, bet pārklājošās daļas vienmērīgumu ir grūti garantēt. Pārklāšanās laukuma dziļums starp apšuvuma sliedēm atšķiras no apšuvuma sliedēm centra dziļuma, kas ietekmē visa apšuvuma slāņa vienmērīgumu. Turklāt daudzkārtu apšuvuma atlikušais stiepes spriegums tiks uzklāts, kas palielinās lokālo kopējo sprieguma vērtību un palielinās apšuvuma slāņa plaisu jutību. Iepriekšēja uzsildīšana un atlaidināšana var samazināt apšuvuma slāņa plaisu veidošanās tendenci.


Publicēšanas laiks: 2023. gada 15. augusts