Plazmas loka metināšana(PAW) un gāzes volframa loka metināšana (GTAW, pazīstama arī kā metināšana ar volframa inerto gāzi aizsargātā vidē,TIG metināšana) ir daudz procesu līdzību, taču tiem ir arī dažas būtiskas atšķirības. Galvenās atšķirības ir šādas:
1. Loka veidošanas metode
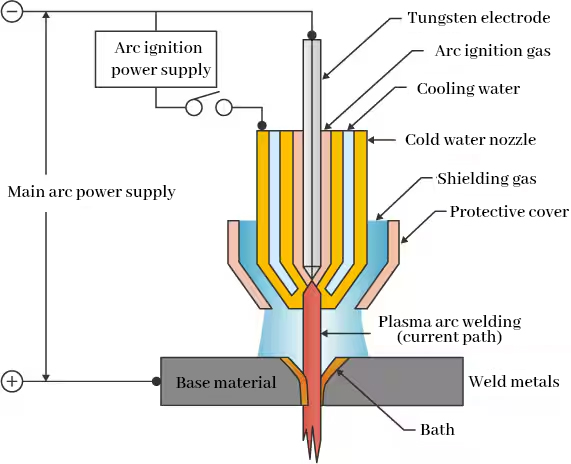
-Plazmas loka metināšana (PAW)PAW izmanto kontrolētu plazmas loku, ko ģenerē jonizēta gāze degļa iekšpusē un saspiež caur nelielu sprauslu. Tā kā loku ierobežo sprausla, loks ir koncentrētāks un tam ir lielāks enerģijas blīvums. Šīs plazmas lokas var iedalīt divos veidos:**Nepārsūtīta loka** un **Pārnestā loka**Nepārnestā loka tiek izmantota metināšanas procesa stabilizēšanai, savukārt pārnestā loka tiek izmantota materiāla metināšanai.
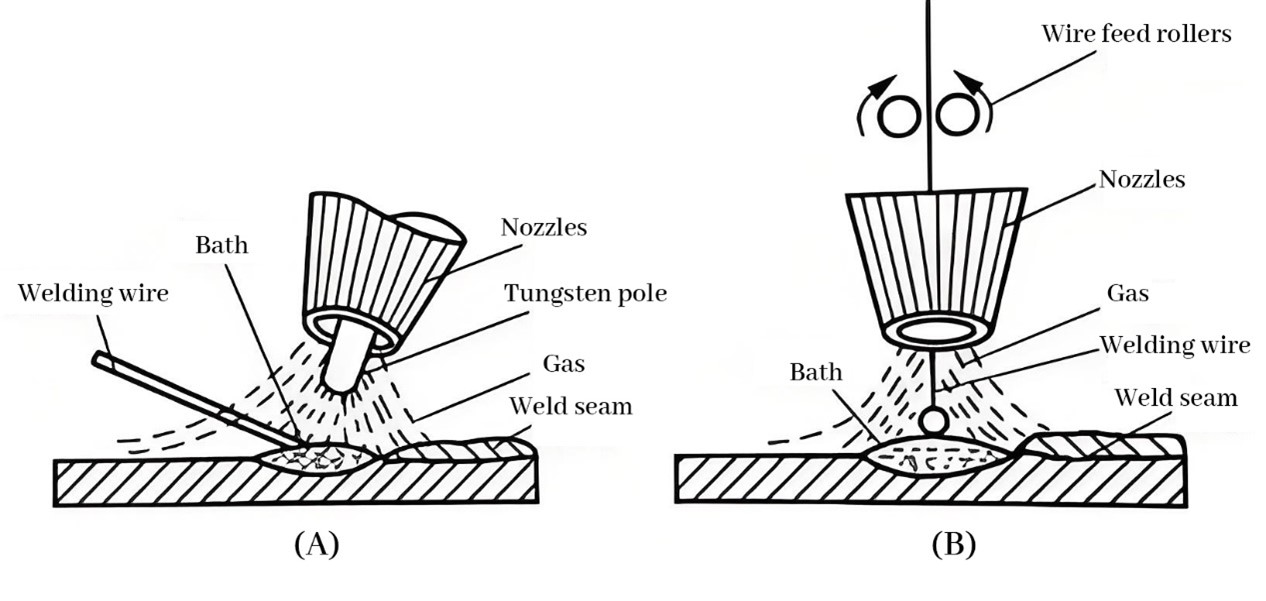
-GTAW (TIG metināšana)GTAW metināšanā loka radīšanai tiek izmantots neizkausēts volframa elektrods, kas tiek tieši uzklāts uz metinātās sagataves un netiek saspiests ar sprauslu. Šim lokam ir dabiskāka un izkliedētāka forma.
2. Loka precizitāte un enerģijas blīvums
- PAW: Plazmas loku saspiež sprausla, loks ir koncentrētāks, enerģijas blīvums ir lielāks, metināšanas iespiešanās ir spēcīgāka, piemērots biezāku materiālu precīzai metināšanai. Turklāt PAW rada šaurāku metināšanas šuvi un dziļāku kušanas dziļumu.
- GTAW: GTAW loks ir platāks, ar relatīvi zemu enerģijas blīvumu, piemērots plānu materiālu metināšanai. Tā metināšanas vadība ir labāka, bet iespiešanās spēja nav tik laba kā PAW.
3. Aizsarggāze
- PAW: PAW izmanto divas gāzes: **jonu gāzi** un **aizsarggāzi**. Jonizējošā gāze (parasti argons) tiek izmantota plazmas loka veidošanai, un aizsarggāze (piemēram, argons vai hēlijs) tiek izmantota, lai aizsargātu metināšanas zonu no oksidēšanās.
- GTAW: GTAW parasti izmanto tikai vienu inertu gāzi (piemēram, argonu vai hēliju), lai aizsargātu metināšanas vietu no atmosfēras skābekļa un slāpekļa reakcijas ar izkausēto šuvi.
4. Elektrodi

- PAW: PAW volframa elektrodu ieskauj sprausla, un elektrods nav tieši pakļauts metināšanas zonai, kā rezultātā elektroda kalpošanas laiks ir ilgāks un metināšanas process ir stabilāks.
- GTAW: GTAW metināšanā volframa elektrods ir pakļauts metināšanas zonai un ir uzņēmīgs pret piesārņojumu un nodilumu, tāpēc ir nepieciešama bieža elektroda apkope un nomaiņa.
5. Lietojumprogrammas scenāriji


- PAW: Pateicoties plazmas loka augstajam enerģijas blīvumam un koncentrācijai, PAW ir piemērots biezākiem materiāliem, precīzai metināšanai un augstas produktivitātes pielietojumiem, īpaši izmantojot kosmosa, kodolrūpniecības un biezu sienu nerūsējošā tērauda cauruļu metināšanā.
- GTAW: GTAW ir piemērots precīzai metināšanai ar mazu siltuma ievadi un tiek izmantots īpaši plāno materiālu un sarežģītu metināšanas darbu veikšanai (piemēram, alumīnija, magnija, nerūsējošā tērauda u. c. metināšanai). Tas ir ideāli piemērots precīzu detaļu ražošanai un nelielām metināšanas operācijām.
6. Darbības grūtības
- PAW: Saspiestas plazmas loka izmantošanas dēļ darbība ir salīdzinoši sarežģītāka, un iekārtas izmaksas ir augstākas, taču tā piedāvā lielāku metināšanas ātrumu un dziļas kušanas iespējas.
- GTAW: GTAW ir samērā vienkārši lietojams, un aprīkojums ir salīdzinoši lēts. Tas ir viens no visizplatītākajiem procesiem, ko izmanto manuālajā un automātiskajā metināšanā.
Kopsavilkums
Plazmas loka metināšana (PAW) un GTAW principā ir līdzīgas, jo abas ģenerē loku caur volframa elektrodu un aizsargā metinājumu ar inertu gāzi, taču PAW loks ir saspiests un enerģija ir koncentrētāka, kas padara to piemērotu biezākiem materiāliem un augstas precizitātes metināšanai, savukārt GTAW ir vairāk piemērota plānu materiālu metināšanai ar zemu siltuma ievadi. Abas metodes atšķiras pēc metinājuma biezuma, enerģijas blīvuma, aizsarggāzes veida un ekspluatācijas sarežģītības.
Publicēšanas laiks: 2024. gada 29. septembris