I. Principu pārskats
Plazmas apšuvums ir uzlabots apšuvuma process, kurā kā siltuma avotu izmanto ūdeņraža plazmas loku un kā pildvielu pulvera sakausējumu. Salīdzinot ar tradicionālo elektrometināšanu, ūdeņraža loka metināšanu un citām apšuvuma metodēm, plazmas pulvera apšuvumam piemīt apšuvuma formēšana, kontrolējams kausēšanas dziļums, augsta saķere, labs blīvums, viegla automatizācija un citas īpašības, tāpēc tas ir arī vispiemērotākais vārstu uzņēmumiem, lai pieteiktos speciālo iekārtu ražošanas licencei.
Vārstu uzņēmumi piesakās speciālā aprīkojuma ražošanas licences (TS) A līmeņa sertifikācijai, attiecīgajai sertifikācijas nodaļai ir nepieciešams nepieciešamais aprīkojums.
Plazmas pulverveida apšuvuma iekārtu darbplūsma
(1) Loka ģenerēšana
Iekārtā ir divu veidu loka ģeneratori, kas attiecīgi nodrošina nepārneses loku un pārneses loku. Abu barošanas avotu negatīvie poli ir savienoti paralēli un savienoti ar metināšanas pistoles baloža elektrodu (negatīvo polu) caur kabeli. Pārneses loka barošanas avota pozitīvais spailis ir savienots ar metināšanas pistoles sprauslu caur kabeli, un pārneses loka barošanas avota pozitīvais spailis ir savienots ar sagatavi caur kabeli. Dzesēšanas ūdens tiek novadīts uz metināšanas pistoli pa ar ūdeni dzesējamiem kabeļiem, lai atdzesētu sprauslu un elektrodu. Ūdeņraža gāze ieplūst apšuvuma pistolē caur solenoīda vārstu un pludiņa plūsmas mērītāju. Kad barošanas avots ir ieslēgts, nepārneses loku aizdedzina augstfrekvences dzirkstele. Pēc tam nepārneses loku aizdedzina vadošais ceļš, ko rada nepārneses loka liesma starp baloža elektrodu un sagatavi. Pēc pārneses loka aizdegšanās tas var noturēt vai izslēgt nepārneses loku.
Saglabāt vai pārtraukt nepārnesamo loku. Pārneses loka galvenais pielietojums sagataves virsmā ir izkausēta loka veidošanās.
(2) metināšanas pulvera izvade
Sakausējuma pulveri nepārtraukti piegādā pulvera padevējs atbilstoši nepieciešamajam daudzumam, un ar pulvera padeves gaisa plūsmas (parasti ūdeņraža) palīdzību tas tiek nosūtīts uz metināšanas degli un iepūsts lokā. Loka kolonnā esošais sakausējuma pulveris ir iepriekš uzkarsēts, izkausēts vai daļēji izkausēts, iesmidzināts sagataves izkausētajā vannā, pilnībā izkusis un izvadīts izkausētajā vannā.
baseins ir pilnībā izkusis, izplūst gāze un izdedži.
(3) Parametru pielāgošana
Pielāgojot pārneses loka un nepārneses loka strāvu, pulvera padeves daudzumu un citus procesa specifikācijas parametrus, var kontrolēt sakausējuma pulvera kušanu un siltuma pārnesi uz sagatavi. Ar metināšanas degļa un sagataves relatīvo kustību sakausējuma kausējuma baseins pakāpeniski sacietē uz sagataves, iegūstot vēlamo sakausējuma nogulsnēšanās slāni.
Uz sagataves tiek iegūts vēlamais sakausējuma slānis.
Plazmas pulvera apšuvuma procesa raksturojums
Plazmas apšuvums, pateicoties plazmas loka izmantošanai kā siltuma avotam un sakausējuma pulvera izmantošanai kā pildvielai, kam ir daudz priekšrocību salīdzinājumā ar citām virsmas apšuvuma metodēm.
Salīdzinot ar citām virsmas apšuvuma metodēm, tai ir daudz priekšrocību.
• (1) liels apšuvuma ātrums, augsta produktivitāte.
• (2) Kontrolējams kušanas dziļums, zems atšķaidīšanas ātrums.
• (3) Virsmas virsma ir līdzena un gluda, augsta blīvuma, vienlaikus var sasniegt 0,5–5 mm virsmas biezumu.
• (4) Procesa stabilitāte ir laba, izsmidzināšanas metināšanas slāņa kvalitāte ir augsta, var ilgstoši nepārtraukti iegūt stabilu virsmas slāni un virsmas virsmu bez porainības, nav porainības, traheomas un citu virsmas kvalitātes problēmu uz virsmas.
• (5) sakausējuma pulvera sagatavošana ir vienkārša, izmantojot plašu materiālu klāstu, varat izvēlēties izmantot urbšanas, Jin, dzelzs vai vara bāzes pulvera metināšanas palīgmateriālus, un to var tieši formulēt atbilstoši darba apstākļiem.Un to var tieši formulēt atbilstoši darba apstākļiem.
• (6) To var aprīkot ar īpašām mašīnām un robotiem atbilstoši prasībām, kas ir viegli realizējama automatizācija un darbietilpības samazināšana.
II. Aprīkojuma sastāvs
Iekārtas galvenokārt sastāv no plazmas pulvermetināšanas iekārtas un automātiskiem metināšanas instrumentiem (pēc izvēles).
1. Plazmas pulverveida virsmas metināšanas iekārta
Mūsu uzņēmums ražo kopumā trīs veidu plazmas pulvera apšuvuma iekārtas: DML-V02BD (100A), DML-V03AD (160A), DML-V03BD (300A), kuru jauda ir liela un maza, atkarībā no faktiskajiem darba apstākļiem. Uzņēmēja barošanas avots izmanto augsti integrētu
Uzņēmēja barošanas avots ir ļoti integrēts, tam ir izcila veiktspēja un mazs tilpums, un saldēšanas tvertne ir uzstādīta ar jaudīgu kompresoru, kas ilgstoši var uzturēt atdzesētu ūdeni nemainīgā temperatūrā, nodrošinot nepārtrauktu darbu ilgu laiku.
Tas ilgstoši var uzturēt atdzesētu ūdeni nemainīgā temperatūrā un nodrošināt nepārtrauktu darba pieprasījumu.

1. attēls. Vairāku plazmas pulvera apšuvuma iekārtu integrācija
2. Automātiskās virsmas apstrādes mašīnas
Vārstu blīvēšanas virsmas apstrādei mūsu uzņēmums ir izstrādājis dažādas speciālas virsmas apstrādes mašīnas, kas piemērotas ekscentriskiem tauriņvārstiem, vārstu vārstiem, lodveida vārstiem, globusvārstiem, regulēšanas vārstiem un citiem vispārējas nozīmes vārstiem, un ir kalpojis Šanhajas vārstu rūpnīcā.
SIA. un desmitiem vārstu ražotāju, piemēram, Zhejiang Lianda Valve Group Co.
Specializētā mašīna izmanto kopējā pozicionētāja un mehāniskās rokas veidu ar pakāpiena motoru (pēc izvēles servomotors), lineāru slīdni, svārstu, loka spiediena izsekošanas ierīci.
Mašīna ir aprīkota ar soļdzinēju (pēc izvēles servodzinējs), lineāru slīdošo sliedi, svārstu, loka spiediena izsekošanas ierīci (pēc izvēles) utt., kas nodrošina precīzu pārvietošanos un mazu vibrāciju. Specializēta mašīnas vadības sistēma, izmantojot iebūvētu PLC sistēmu.
Dažādas apšuvuma programmas var ieprogrammēt dažādiem sarežģītiem izstrādājumiem, kas ir vieglāk lietojamas nekā parastā CNC sistēma.
Turklāt atbilstoši klienta prasībām var pievienot arī CNC vadības sistēmu. Rotācijas mehānismu darbina precīzs rotācijas atbalsta mehānisms ar augstu nestspēju un augstu rotācijas precizitāti, un rotācijas mehānismu darbina precīzs rotācijas atbalsta mehānisms.
Rotācijas mehānismu darbina precīzs rotācijas atbalsta mehānisms ar augstu slodzi un augstu rotācijas precizitāti, un to kontrolē servomotors, kas padara rotācijas leņķi precīzu.
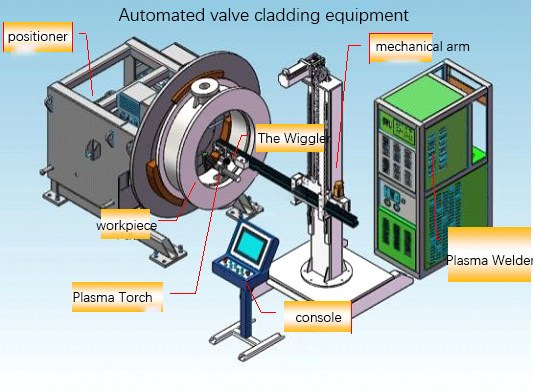
2. attēls. Vārstu automātiskās apšuvuma mašīnas atsauces konstrukcijas shēma
III. Efektīvas fotogrāfijas

3. att. Vārsta blīvējuma virsmas apšuvuma fotoattēli.
Publicēšanas laiks: 2024. gada 28. oktobris