Soldatura Arcus Plasmae Transferens (PTA) et Soldatura Arcus Plasmae (PAW) ambae technologiae soldaturae plasma fundatae sunt, sed principiis processus, functionibus, et condicionibus applicationis insigniter differunt.
Differentiae principales
Soldatura Arcus Plasmatis (PAW)
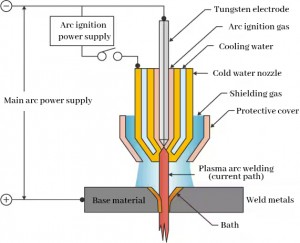
Soldatura arcus plasmaticiPrincipio nititur arcu plasmatis altae densitatis energiae formari gasibus dissociatis per calefactionem arcus et compressis per fistulam aqua refrigeratam. Arcus inter electrodum tungstenum et opus fabricatum generatur, et nexus efficitur liquefaciendo margines operis per arcum plasmatis altae temperaturae. Sutura formatur praecipue liquefactione metalli basis, plerumque sine additione materiae implentis. Praecipue ad suduram adhibetur.
Soldatura Arcus Transferens Plasmae (PTA)
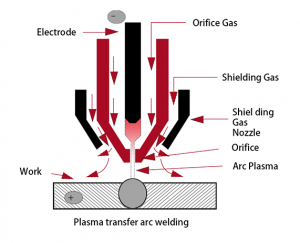
Soldatura arcus plasmatici per translationemFundatur in actione fontis caloris altae temperaturae ab arcu plasmatico, qui materiam tegumenti plasmatici (metallum vel pulverem mixturae) liquefacit et stratum metallurgicaliter coniunctum et firmatum superficiei substrati format. Arcus inter electrodum tungsteni et piscinam liquefactam generatur, arcu translationis energiam additam praebente ad liquefaciendum et materiam basalem et pulverem. Tegumentum fusum a materia implente (pulvere) formatur et materia basalis tantum ad statum moderate liquefactum calefacta est ut bona coniunctio praestetur. Praecipue ad tegumentum fusum adhibetur.
Proprietates et Applicationes
Soldatura Arcus Plasmatis (PAW)
Soldatura arcus plasmatis calore parvo et praecisione soldaturae alta insignitur. Apta est ad soldandas partes accuratas et laminas tenues. Areae applicationis communes sunt:
•Aerospatiale
•Electronica
•Automotiva et alia campi quae altam qualitatem soldadurae requirunt.
Soldatura Arcus Plasmatis Transferens (PTA/PTAW)
Soldatura Arcus Plasmatis Transferens (PTA/PTAW) praecipue ad superficies firmandas, resistentiam attritionis, resistentiam corrosionis, et perfunctionem temperaturae altae materiae basalis per obductionem plasmaticam (plasma cladding) adhibetur. Stratum obducendi firmiter materiae basali adhaeret, materia obducendi moderabilis est, et area caloris parvam vim habet. Solet adhiberi ad reparandas et firmandas valvas, receptacula antliarum, et partes detritionis. Areae applicationis communes sunt:
•Petrochemica
•Energia
•Fodinae, etc.
Comparatio PAW et PTA/PTAW
| Typus Soldaturae | Soldatura Arcus Plasmatis (PAW) | Soldatura Arcus Plasmatis Transferens (PTA/PTAW) |
| Propositum | Nexus Operis Soldandi | Augmentatio proprietatum superficialium per obductionem |
| Fons Caloris | Arcus Plasmaticus | Arcus translationis et arcus plasmatis |
| Materia implens | Solet nullum (interdum filum) | Pulvis mixturae metallicae |
| Applicationes | Soldatura altae praecisionis | Reparationes et roborationes superficiei (stratum detritionis) |
| Characteres | Zona minor calore affecta, praecisio alta | Materiae tegumentorum adaptabiles, tunicae versatiles |
In genere PAW ad soldaduram accuratam apta est, dum PTA/PTAW magis ad superficies roborandas intendit. Utraque se invicem in condicionibus applicationis complent. Elige artem soldadurae quae tuis necessitatibus convenit, et in casibus specialibus etiam varias artes soldadurae coniungere potes ad efficientiam soldadurae augendam.
Tempus publicationis: Ian-XX-MMXXV