Multae et variae rationes soldandi exstant, quarum unaquaeque suis propriis principiis, commodis et incommodis, necnon applicationis locis praedita est. Sequitur descriptio accurata rationum soldandi communium, principiis, proprietatibus, commodis et incommodis, locis applicationis, et analysi comparativa cum aliis rationibus soldandi inclusis.
1. Classificatio methodorum sudandi
Methodi soldadurae in sequentes categorias fere dividi possunt:
•Soldatura liquefacta (e.g., soldatura arcus, soldatura laseris, etc.): fusio metallorum calefaciendo ea ad statum liquefactum.
•Soldatura per pressionem (e.g., soldatura per frictionem, soldatura per diffusionem, etc.): coniunctio metallorum per actionem pressionis, sine liquefactione.
•Brasatura (e.g. brasatura mollis, brasatura dura): iungere partes fabricatas utens materiis implentibus puncti liquefactionis humilis.
2. Methodi Soldandi Communis Explicatae
2.1 SMAW - Soldatura Arcus Metallicus Protectus

PrincipiumArcus electricus manualis arcum inter electrodum et materiam basin adhibet ad temperaturas altas (circa 4000°C) generandas, quo electrodum et materiam basin liquefiant et suturam formetur. Tegumentum electrodi gas protectivum per processum suturae producit, ne sutura oxydetur.
Proprietates:
Soldatura cum virga soldandi (nucleo + obductione fluxus).
Aptus ad soldandum in variis positionibus, ut soldando stando et soldando subsidiario.
Foris cum parvis requisitis ambientalibus operari potest.
Commoda:
Instrumentum simplex, operatio flexibilis, aptum ad opera in agro vel sustentatione.
Varia metalla, ut chalybem carbonicum, chalybem inoxidabilem, ferrum fusum, et cetera, conglutinare potest.
Idoneus ad opera formae complexae soldandae.
Incommoda:
Efficacia soldandi humilis, virga soldandi saepe mutanda est.
Qualitas suturae magnopere afficitur ab arte suturae, et facile est vitia suturae (ut porositatem et scoriam) producere.
Ferruminatio plures fumos et pulverem producit, quod magis ambientem polluit.
Applicationes:
Idoneum ad constructionem, sustentationem, pontem, fistulam, navem aedificandam, aliasque industrias.
Idoneus ad parva opera et operationes in agro.
2.2 GMAW - Soldatura Arcus Metalli Gasosi

Principium:Soldatura gaso protecto filum continue alimentatum ut electrodum utitur, arcum generans in ambitu gasi protectivi (ut argon, dioxidum carbonis), filum et materiam basin liquefaciens ad suturam formandam.
Classificatio:
Soldatura MIG (Metal Inert Gas): gas inerti (velut argon) utens, apta pro mixturis aluminii, chalybe inoxidabili, aliisque materiis.
Soldatura MAG (Metal Active Gas): usus gasis activi (dioxidi carbonii vel gasis mixti), aptus ad soldaturam chalybis mollis et chalybis structuralis.
Proprietates:
Adhibendo automaticam filorum alimentationem ad efficientiam soldadurae augendam.
Superficies suturae laevis et qualitas suturae stabilis.
Sensibilis ad ambientem (ventum, humiditatem), non aptus ad constructionem sub divo.
Commoda:
Celeris celeritas soldadurae, apta productioni massae.
Ad tenues laminas soldandas, parvam deformationem adhiberi potest.
Facile est soldatura automata, qualis est soldatura robotica, perficienda.
Incommoda:
Sumptus apparatuum maior, systema gasis suppeditandi opus est.
In ambitu vento valido adhiberi non potest, alioquin gas protector aufertur, qualitatem suturae afficiens.
Idoneum superficiebus metallicis mundis, non aptum rebus graviter rubigine vel oleo maculatis.
Applicationes:
Fabricatio autocinetorum, naves, pontes, industria apparatuum domesticorum, et cetera.
Idoneus ad productionem industrialem magnae efficientiae et altae qualitatis.

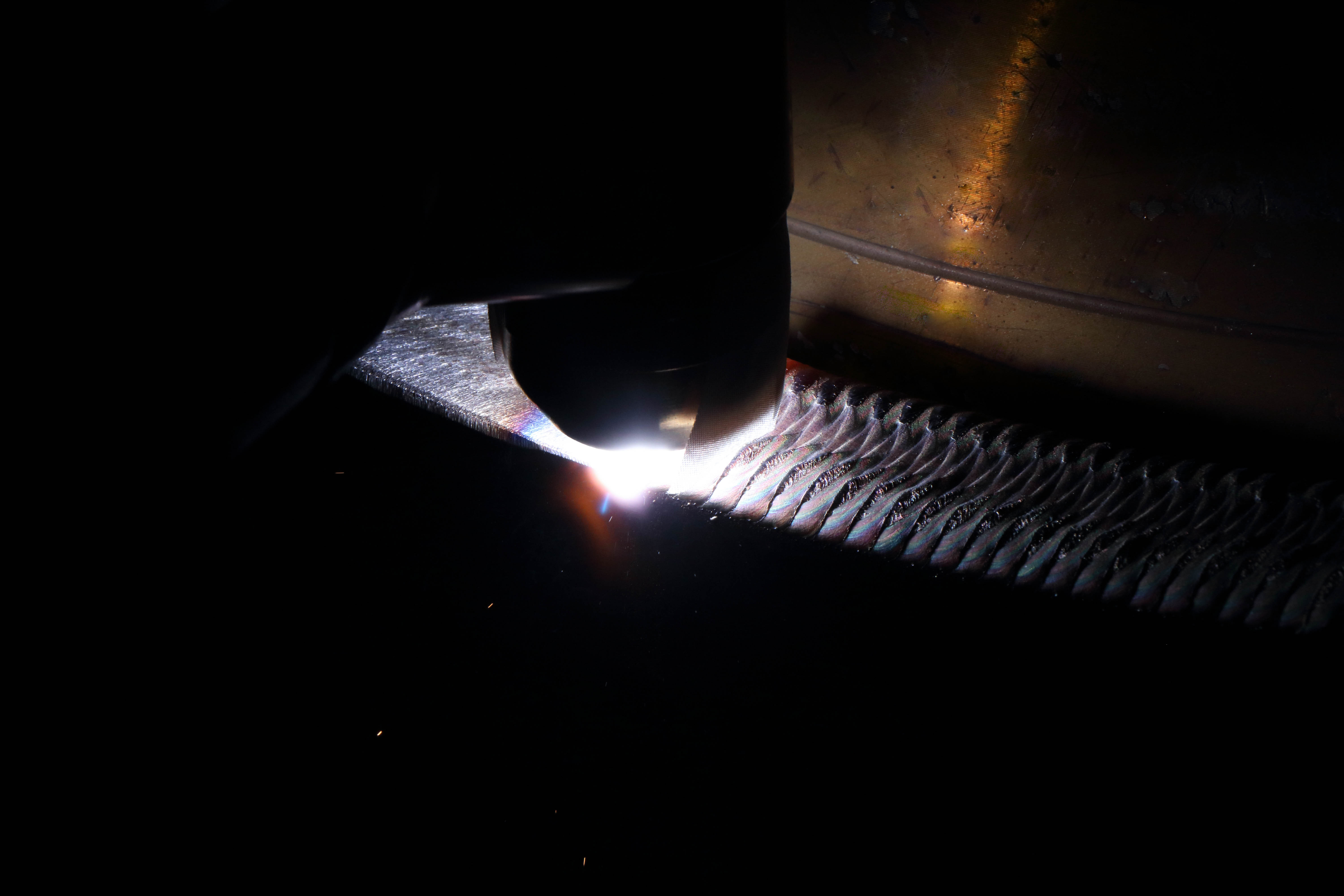
PrincipiumSoldatura TIG electrodo tungsteni non liquefacibili utitur ad arcum generandum, qui metallum basin et metallum adiumentum sub protectione argonis liquefacit ad suturam formandam.
Proprietates:
Alta qualitas suturae, sutura levis et pulchra.
Idoneum ad soldaduram altae praecisionis, ut in industria aerospatiali, apparatu medico.
Aptus ad laminas tenues et metallorum non ferreorum (aluminii, cupri, titanii) soldaduram.
Commoda:
Sutura suturae sine sparsis, summae qualitatis, apta ad suduram accuratam.
Idoneus ad dissimilium metallorum soldaduram.
Gas protectivum (argon) oxidationem suturae efficaciter impedit.
Incommoda:
Tarda celeritas soldadurae, parva efficacia.
Instrumenta pretiosa, requisita peritiae magnae pro opificibus ferrariis.
Vento affectus, ad soldandum foris non aptus.
Applicationes:
Industriae aëronauticae, electronicae, medicae, fabricationis accuratae.
Tubus chalybis inoxidabilis, partium structuralium mixturae aluminii soldadura
2.4 SAW - Soldatura Arcus Submersus

Principium:Soldatura arcus submersi fluxum ad arcum tegendum utitur, qui ad altas temperaturas liquefacit ut stratum protectivum formet quod suturam ab aere liberam servat.
Proprietates:
Idoneus ad laminas crassas soldandas, ut pontium, fabricationem caldariorum.
Solum ad horizontalem soldaduram adhiberi potest, non pertinet ad soldaduram verticalem, soldaduram elevatam, et alias positiones.
Commoda:
Celeris ferrurae celeritas, alta efficacia, apta productioni massae.
Alta qualitas suturae, fluxus vitia suturae (porositatem, rimas) impedit.
Nulla expositio arcus, pauciores fumi soldadurae, melior ambitus laboris.
Incommoda:
Ad ferruminationem lineae rectae tantum adhiberi potest, non pertinet ad ferruminationem formarum complexarum.
Instrumenta maiora, ad partes parvas soldandas non apta.
Applicationes:
Laminae crassae, tubi, pontis, vasis pressorii sutura.
Principium:Soldatura utens arcu plasmatis altae temperaturae ad metallum liquefaciendum.
Commoda:
Energia concentrata, parva distortio soldadurae.
Idoneum ad soldaduram accuratam, ut puta materias tenuibus parietibus.
Incommoda:
Sumptus altus instrumentorum, cura complexa.
Altae necessitates peritiae operandi.
Applicationes:industria aëronautica, apparatu medico, industria electronica.

PrincipiumRadio laserico altae densitatis energiae utendo ad metallum liquefaciendum ad soldaduram, angustam suturam soldadurae, parvam zonam calore affectam.
Commoda:
Alta praecisione, apta ad minimas partes soldandas.
Parva zona calore affecta, parva deformatio.
Incommoda:
Instrumenta pretiosa, sumptus curationis alti.
Requirit constructionem magnae praecisionis, spatium suturae parvum.
Applicationes:electronica, autocinetica, instrumenta medica, apparatus opticus.
2.7 EBW - Soldatura Fasciculi Electronici
Principium:Materiam ad soldaduram liquefacit fasciculo electronico magnae energiae in vacuo.
Commoda:
Materiae alto puncto liquefactionis (titanium, tungstenum, zirconium) conglutinari possunt.
Magna profunditas sudurae, apta ad laminas crassas sudurandas.
Incommoda:
In vacuo, apparatu pretioso, perficiendum est.
Applicationes: industria aëronautica, energia nuclearis, fabricatio instrumentorum praecisionis.
2.8 FW - Friction Welding
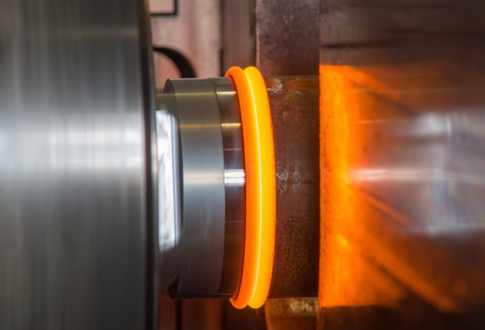
Principium:Soldatura frictionis duabus materiis operandis magna celeritate rotantibus et inter se tangentibus utitur ad calorem frictionis generandum, superficies contactus emollientes et pressionem adhibens ad nexum firmum formandum.
Characteres
Nulla liquefactio, soldadura in statu solido, vitia soldadurae fusionis (ut porositas, rimas) vitata.
Idoneum ad soldaduram metallorum dissimilium, ut aluminium-cuprum, chalybs inoxidabilis-chalybs carbonicus, etc.
Celeris ferrurae, plerumque intra pauca secunda.
Commoda
Alta qualitas suturae, nulla materia implens requiritur
Idoneus ad productionem automatam cum magna repetibilitate.
Distortio soldadurae humilis, proprietates mechanicae excellentes.
Incommoda
Idoneum ad opera rotunda vel formae regularis, ut ad partes axis.
Sumptus apparatuum maiores.
Applicationes
Axes motorii autocinetorum, instrumenta terebrantia, partes navium spatialium, et cetera.
Vectura ferriviaria, fabricatio machinarum aeronauticarum.
Tempus publicationis: XIV Martii, MMXXXV