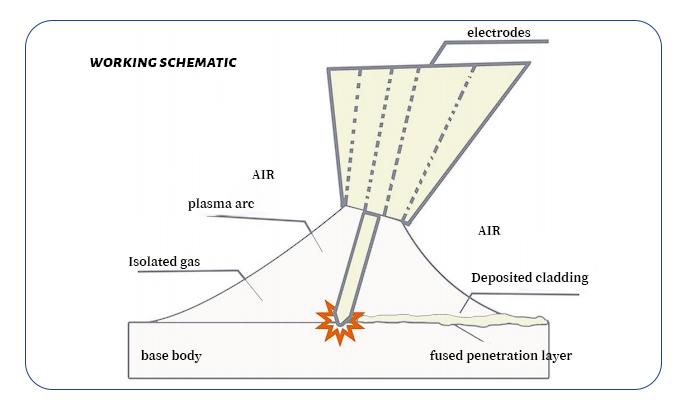
Principia processus depositionis EDM
Processus depositionis per electroerosionem (EDM) est fons potentiae quo energia magna inter electrodum metallicum et materiam basin statim reponitur, frequentia alta emittenda. Per ionizationem gasis inter materiam electrodi et materiam basin, plures canales microarcus formantur, ita ut superficies materiae basin statim microaream temperaturae altae producat. Materiae electrodi sub actione fusionis cum materia basin conglutinatae in campo microelectrico, nexus metallurgicus formatur. Processus EDM est processus microareae temperaturae altae repetitae et statim refrigerandi; differt a soldadura tradita; temperatura solida fundamentaliter non crescit, ideoque non generat tensionem, deformationem, aliaque phaenomena.
Proprietates technicae
Processus depositionis EDM, etiam ut clavis arcualis appellatus, est processus qui calorem a scintilla electrica generatum ad materias metallicas liquefaciendas et deponendas utitur. Eius praecipua commoda et beneficia sunt:
1. Alta praecisio: Cum EDM per accuratam moderationem currentis et tensionis efficiatur, processus tegendi valde praecisus est et accuratam moderationem formae et magnitudinis assequi potest.
2. Alta efficacia: Electroerosio obducta relative celeris est et partes locales detritas vel laesas materiae reparare vel emendare potest, productivitatem augens.
3. Flexibilitas: Hic processus aptus est variis formis complexis et parvis reparationum areis, cuiuscumque formae et magnitudinis materiae fabricandae sint.
4. Parva zona calore affecta: Comparata cum soldadura consueta, zona calore affecta obductionis EDM parva est, quae minus afficit deformationem et tensionem materiae et retinet functionem originalem materiae.
5. Ampla materiarum electio: Fere omnes materiae metallicae per electroerosione reparari vel augeri possunt, inter quas carburum cementatum, chalybs inoxidabilis, mixturae aluminii, et cetera.
6. Amicus ambienti: Comparata cum fusione-soldatura, obductio EDM pauciores fumos et gases noxios emittit et minus impactum in ambientem habet.
7. Reparationes in linea: Sine interruptione productionis, reparationes fieri possunt in apparatu currente, quod ad conservationem quarundam apparatuum criticorum valde utile est.
Summa summarum, processus depositionis EDM est modus reparationis et roborationis celer, accuratus, flexibilis et ecologicus.
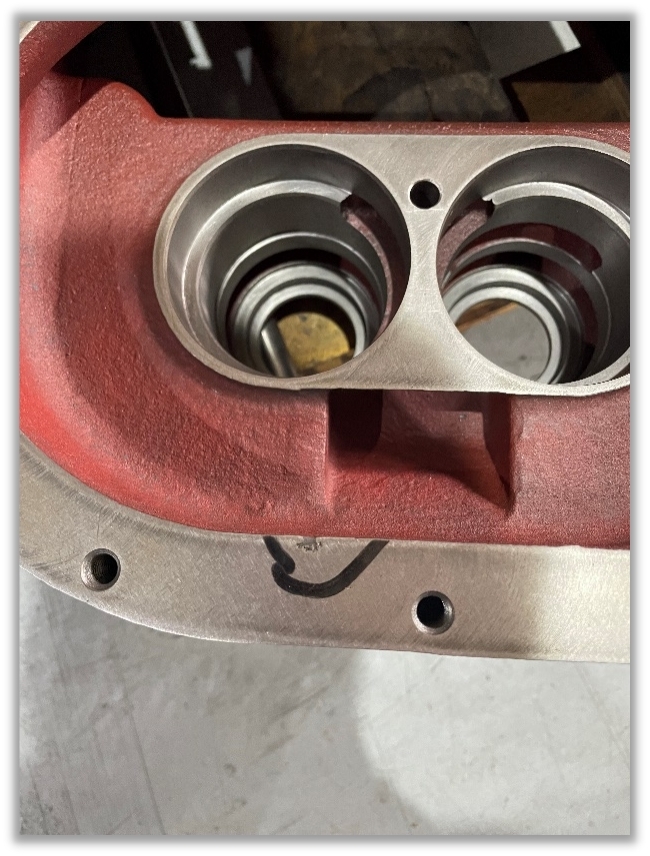 | |
| Ante reparationem | Post refectionem et polituram |

Reparationes vitiorum superficiei testae ferreae
Processus Depositionis Superficialis EDM contra Soldaturam Consuetam Parvam
Processus depositionis EDM (Soldatura Arcus Plasmatis) et soldadura impletionis traditionalis (Soldatura MIG) technologiae soldadurae vulgo adhibitae sunt, sed quasdam differentias in principio, commodis et incommodis, et ambitu applicationis habent.
1. Principium differt: processus depositionis EDM scintillam electricam ut fontem caloris ad suduram adhibet, quae per campum electromagneticum altae frequentiae scintillam electricam altae temperaturae et humilis pressionis producit, ut fusio materiae efficiatur. Sudura impletionis tradita tormentum MIG (tormentum ferramentorum) ut fontem caloris adhibet, et suduram efficit per aream sudurae protegendam gasibus ut oxido lithii alcano (CO2) vel oxido nitrogenii alcano (Argon).
2. Discrepantiae in praecisione: Processus depositionis accumulationis EDM praecisionem magnam et densitatem capsulae suturae offert, ita ut aptus sit ad suturas quae praecisionem et robur magnum requirunt. Sutura impletionis conventionalis, quamquam in multis applicationibus bene fungitur, praecisionem et densitatem capsulae suturae paulo inferiorem quam processus depositionis EDM habet.
3. Diversus usus ambitus: Processus depositionis EDM ad varia materialia metallica, inter quae chalybs, aluminium, nickel, plumbum, et cetera, applicatur, et latam applicationum varietatem habet. Soldatura reparationis traditionalis imprimis ad fibras, gummi, mixturas metallorum, aluminium, aliasque materias adhibetur, eius usus ambitus relative angustus est.
4. Diversa efficacia in rebus environmentalibus: Processus depositionis per electroerosione (EDM) non producit sordes periculosas et meliorem efficaciam in rebus environmentalibus habet. In soldadura consueta per impletionem, si oxidum lithii (CO2) ut gas protegens adhibetur, sordes periculosas producere et ambitum afficere potest.
5. Discrepantiae in difficultate operandi: Processus depositionis EDM relative simplex est ad operaturum et magnum gradum motuum habet. Dum traditio soldadurae impletionis difficilior est et plus peritiae atque experientiae requirit.
Breviter, nonnullae differentiae inter processum depositionis EDM et consuetam soldaduram impletionis existunt, quoad principium, praecisionem, ambitum applicationis, effectum ambientalem et difficultatem operationis. Secundum necessitates specificas applicationis et genus materiae, technologiam soldadurae aptissimam eligere potes.
Nexus Productarum Connexi
https://www.ourcladding.com/intelligent-edm-cladding-repair-machine-esd-9100-product/
https://www.youtube.com/watch?v=8vFi1XloPQI
Tempus publicationis: VIII Aprilis MMXXIV