Fax Soldaturae PlasmaticaeLate adhibetur ut instrumentum efficax ad opera soldadurae summae praecisionis. Cum principium operationis eius arcum altae temperaturae et fluxum gasis requirat, quaedam problemata communia in usu eius oriri possunt. Sequitur index problematum communium cum taedis soldadurae plasmatis et quomodo ea solvere:

1. Instabilitas arcus soldadurae
Analysis causae:
- Potentia fontis soldandi instabilis est et cursus electricus magnopere fluctuat.
- Fistula vel electrodus tormenti sudandi laesus est, quod inaequalem fluxum gasis efficit.
- Pressio gasis instabilis est aut qualitas gasis non bona est (e.g., nimium oxygenii, impuritates argonis).
- Fluxus soldandi nimis parvus est aut arcus non rite aptatus est.
Solutio:
- Fontem potentiae soldandi inspice ut tensio et cursus electricus stabiles sint.
Electroda vel fistulas laesas inspice et muta, spatium bonum inter electroda et fistulas serva.
- Pressionem et fluxum gasis inspice ut puritatem gasis impositi confirmes.
- Currentem soldandi et longitudinem arcus ita adapta ut intra limites operationis normales sint.
2. Lacus liquefactionis suturae instabilis, sutura suturae inaequalis fit.
Analysis causae:
- Fluxus soldandi improprie constitutus, nimis altus vel nimis humilis, stabilitatem piscinae liquefactae afficere potest.
- Fluxus gasis nimis magnus vel nimis parvus est, quod efficit ut gas tegatur insufficiens et formam suturae afficiat.
- Spatium inter facem soldandi et rem laboris nimis longum vel nimis breve est, quod arcum instabiliem efficit.
Solutio:
- Currentem et tensionem electricam pro materia ferraria et crassitudine laminae rite adapta.
Fluxum gasis adapta ut aequabilis tegumentum gasis curetur et foramina vel inclusiones gasis vitentur.
- Spatium inter facem soldandi et rem laboris adapta ut longitudo arcus recta servetur.
3. Electrodum nimis cito deteritur vel exuritur.
Analysis causae:
- Fluxus soldandi nimis altus est, quod ad calefactionem electrodi efficit.
- Fluxus gasis insufficiens et effectus refrigerandi pauper.
- Praesentia inquinantium (velut olei, humoris, etc.) in ambitu soldadurae ad instabilitatem arcus ducit, quae vicissim detritionem electrodi auget.
Solutio:
- Fluxum soldandi inspice et compone ne nimis altum aut nimis humile sit.
- Fluxum gasis auge ut bonum effectum refrigerationis efficias.
- Locum ubi ferrum laboratur mundum serva et superficiem materiae laborandae contaminare vita.
4. Infundibula obstructa vel deposita carbonis

Analysis Causae:
Fluxus gasis insufficiens vel instabilis accumulationem carbonis intra ducit.fistula.
- Usus currentiae ineptae vel longitudinis arcus nimiae in soldadura, onus in fistulam augens.
- Qualitas materiae ad suturam nimiam fuliginem vel impuritates producit.
Solutio:
- Fistulam regulariter inspice et munda ut fluxus aeris lenis fiat.
- Currentem et longitudinem arcus adapta ne tubus nimis calefiat.
- Materias ad suturam optimae qualitatis adhibe ad impuritates generandas quam minimam.
5. Sclopetum soldandi nimis calidum
Analysis causae:
- Fluxus soldandi nimis altus est, quod efficit ut fax soldandi nimis saepe operetur et non satis dissipatio caloris fiat.
- Usus immodicus processus soldadurae, quae efficit ut calor facem soldadurae non tempestive dissipatur.
- Systema refrigerationis tormenti soldadurae (velut refrigeratio aquae vel aeris) deficiens vel non satis efficax.
Solutio:
- Tempus et frequentiam sudurae moderare, vitare ne nimis diu continue labores.
- Systema refrigerationis facem inspice et repara ut recte fungatur.
- Recta electricitas et parametria soldadurae adhibenda sunt ne nimium calefiat. 6.
6. Effusio gasis
Analysis Causae:
- Tubi, iuncturae, vel valvae gasii laxae vel deterioratae, quae effusionem gasii efficiunt.
- Obsignatio mala areae connexionis faces, vel temperaturae altae inter soldaduram generatae materiam obsignatricem laeserunt.
Solutio:
- Tubos et aptationes gasi periodicē inspice ut nexus arctē arctēs confirmentur.
- Sigilla deteriores vel laesa ne gas effluat, restitue.
- Materia obturans idonea utere ut ne temperaturis altis deficiat.
7. Porositas inter soldaduram

Analysis causae:
- Copia gasis instabilis vel impura est, quod efficit ut gas protector suturam omnino tegere non possit.
- Praesentia olei, humoris aliarumve impuritatum in superficie materiae laboratae dum sudatur lacum liquefactum contaminat.
- Fluxus soldandi nimis humilis est, quod piscinam liquefactam incompletam efficit, gas efficaciter effugere non potest.
Solutio:
- Copia gasis stabilis et puritas gasis idonea curanda est.
- Superficiem materiae laborandae purga ut nihil olei, umoris, aut aliarum sordium adsit.
- Parametros currentis et ferrurae adapta ut piscina liquefacta plene formetur, ne gas obstructionem habeas.
8. Rimae in superficie suturae
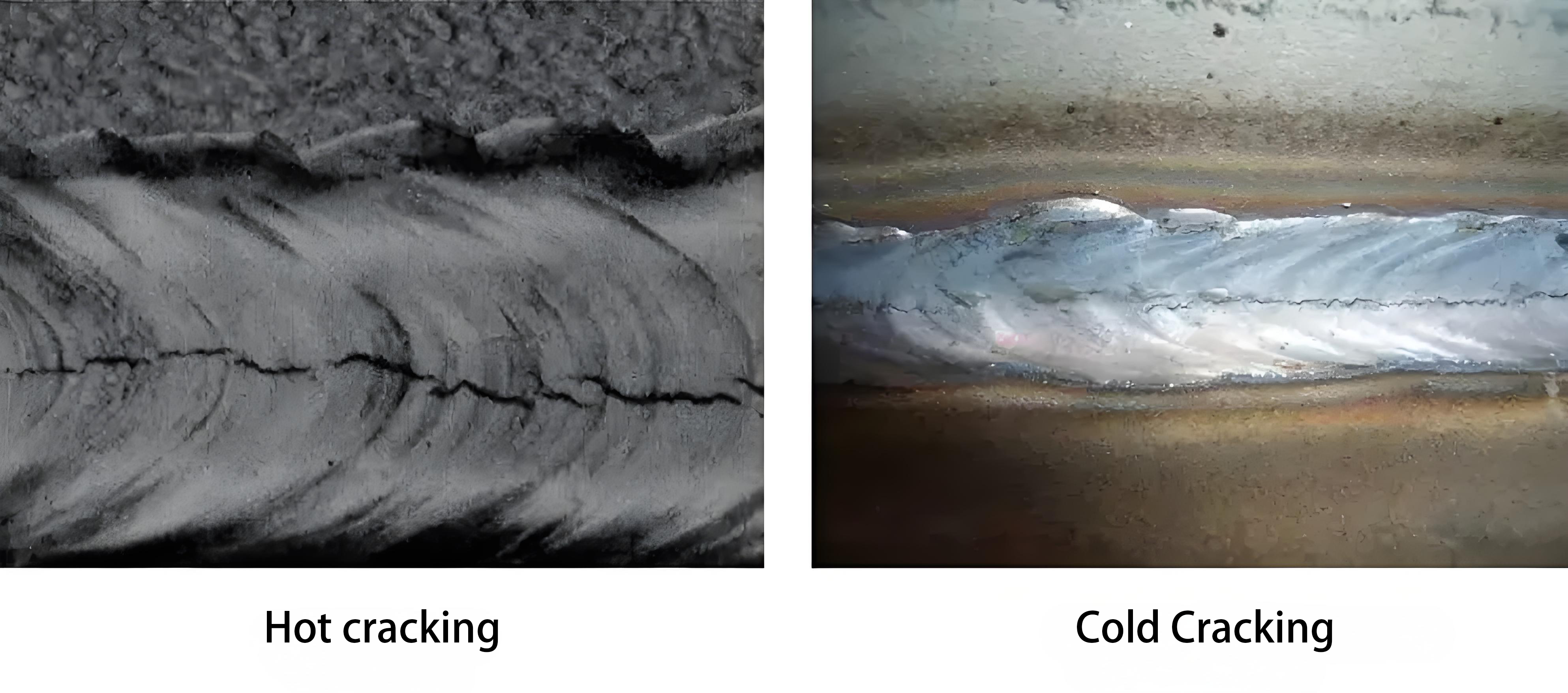
Analysis causae:
- Refrigeratio inter soldaduram nimis celeris est, unde nimia vis thermalis evenit.
- Mala convenientia inter materiam ad suendum et materiam basalem, vel impropria selectio materiae ad suendum.
- Ratio impropria soldadurae (velut nimia calefactio vel inaequalis refrigeratio).
Solutio:
- Celeritatem refrigerationis soldadurae modera. Praecalefactio vel curatio post-calorica adhiberi potest ad tensionem thermalem minuendam.
- Materiam ad suendum idoneam elige et cura ut cum materia basali congruat.
Processum soldadurae ad vitandam nimiam calefactionem aut inaequalem refrigerationem accommoda.
Thetaeda plasmaticaMultae difficultates in usu occurrere possunt, quae plerumque ad currentem ferrariam, fluxum gasi, conservationem fistulae et electrodi, ambitum ferrariae, aliasque res pertinent. Pro variis difficultatibus, mensurae congruae ad accommodandum et reparandum qualitatem ferrariae efficaciter emendare et vitam utilem instrumenti prolongare possunt.
Tempus publicationis: XXVIII Novembris MMXXIV