Principium et introductio obductionis lasericae
Processus tegumenti: Tegumentum lasericum secundum modum suppeditandi materias tegumenti in duas categorias dividi potest, nempe tegumentum lasericum praestitutum et tegumentum lasericum synchronum.
Praestitutio obductionis lasericae est materia obductionis in parte obductionis superficiei substrati antea ponere, deinde irradiatione radiorum lasericorum adhibitis ad perscrutandum et liquefaciendum. Materia obductionis in forma pulveris vel fili additur, et forma pulveris frequentissima est.
Obductio laserica synchrona est materias obductionis pulveris vel filorum in piscinam liquefactam synchrone per fistulam immittere dum obductio fit. Materia obductionis additur in forma pulveris vel filorum, inter quae forma pulveris frequentissime adhibetur.
Processus principalis praefinitae obductionis lasericae est: praetractatio superficiei obductionis substrati --- materia obductionis praefinita --- praecalefactio --- obductionis lasericae --- tractatio post calorem.
Processus principalis obductionis laseris synchronae est: praecuratio superficiei obductionis substrati --- praecalefactio --- obductionis laseris synchronae --- curatio post calorem.
Secundum fluxum processus, processus ad obductionem lasericam pertinentes sunt praecipue methodus praetractationis superficiei substrati, methodus alimentationis materiae obductionis, praecalefactio et tractatio post calorem.
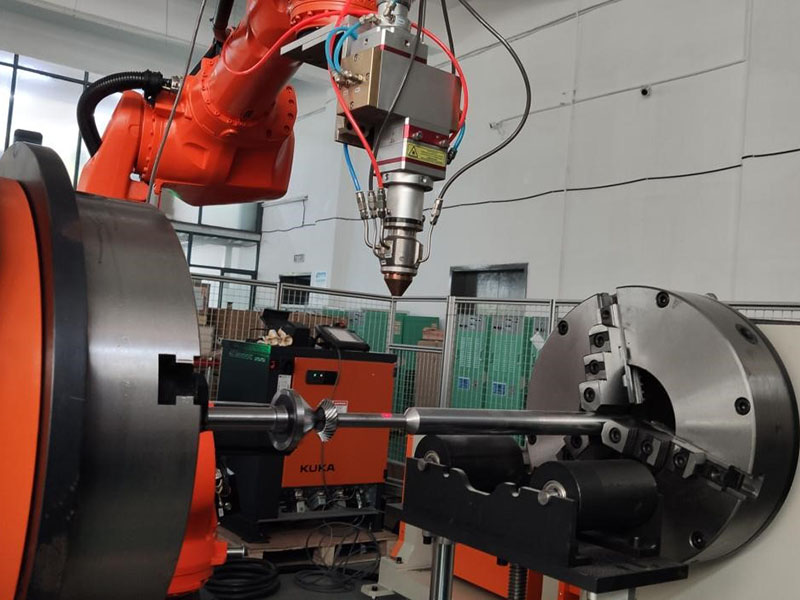
Principium operationis laseris:
Completus apparatus obductionis lasericae constat ex: lasere, unitate refrigerandi, mechanismo pulveris alimentationis, mensa processus, et cetera.
Selectio laserum: genera laserum vulgaria processum obductionis lasericae sustinent, ut lasera CO2, lasera status solidi, lasera fibrae, lasera semiconductorum, etc.
Parametri processus
Parametri processus obductionis lasericae imprimis includunt potentiam laseris, diametrum maculae, celeritatem obductionis, quantitatem defocalisationis, celeritatem alimentationis pulveris, celeritatem scansionis, temperaturam praecalefactionis, et cetera. Hi parametri magnam vim habent in ratem dilutionis strati obductionis, fissuras, asperitatem superficiei et compactionem partium obductionis. Parametri etiam inter se afficiunt, quod processus valde complexus est, et methodi moderationis rationabiles adhibendae sunt ad hos parametros intra limites permissos processus obductionis lasericae moderandos.
Obductio laserica tres parametros processus magni momenti habet.
potentia laserica
Quo maior vis laseris, eo maior quantitas metalli tegumenti liquefacti, et eo maior probabilitas porositatis. Crescente potentia laseris, profunditas strati tegumenti augetur, metallum liquidum circumdans vehementer fluctuat, et solidificatio dynamica crystallisatur, ita ut numerus pororum paulatim minuatur vel etiam eliminetur, et fissurae quoque paulatim minuantur. Cum profunditas strati tegumenti limitem profunditatis attingit, crescente potentia, temperatura superficialis substrati crescit, et phaenomenon deformationis et fissurarum intensificatur. Si vis laseris nimis parva est, sola tegumentum superficiale liquescit, et substratum non liquescit. Hoc tempore, fissurae locales in superficie strati tegumenti fiunt. Congeries, vacua, et cetera, propositum tegumenti superficialis non consequuntur.
Diameter maculae
Radius lasericus plerumque circularis est. Latitudo strati tegumenti maxime a diametro maculae radii laserici pendet; diameter maculae augetur, et stratum tegumenti latius fit. Magnitudines maculae diversae mutationes in distributione energiae in superficie strati tegumenti causabunt, et morphologia strati tegumenti necnon proprietates microstructurae satis differunt. Generaliter loquendo, qualitas strati tegumenti melior est cum magnitudo maculae parva est, et qualitas strati tegumenti decrescit cum magnitudo maculae crescit. Attamen diameter maculae nimis parvus est, quod non conducit ad stratum tegumenti magnae areae obtinendum. [3]
Celeritas tegumenti
Celeritas obturationis V effectum similem potentiae laseris P habet. Si celeritas obturationis nimis alta est,pulvis mixturaeNon potest omnino liquefieri, et effectus obductionis altae qualitatis non obtinetur; si celeritas obductionis nimis lenta est, piscina liquefacta nimis diu manet, pulvis nimis comburitur, elementa mixturae amittuntur, et calor matricis infusus magnus est. Deformationis quantitatem augebit.
Parametri laminae lasericae qualitatem macroscopicam et microscopicam laminae laminae non separatim afficiunt, sed inter se influunt. Ut effectus comprehensivus potentiae lasericae P, diametri maculae D et celeritatis laminae V illustretur, conceptus energiae specificae Es proponitur, scilicet:
Es = P/(DV)
Id est, energia irradiationis per unitatem areae, et factores ut laserdensitas potentiaeet celeritas tegendi simul considerari possunt.
Reductio energiae specificae prodest ad dilutionis ratem minuendam, et etiam certam habet relationem cum crassitudine strati tegumenti. Sub condicione potentiae laseris constantis, rate dilutionis strati tegumenti decrescit cum incremento diametri maculae, et cum celeritas tegumenti et diameter maculae constantes sunt, rate dilutionis strati tegumenti crescit cum incremento potentiae fasciculi laseris. Praeterea, cum celeritas tegumenti crescit, profunditas liquefactionis substrati decrescit, et rate dilutionis strati tegumenti a materia substrati decrescit.
In obductione laserica multi-transeunte, proportio superpositionis est factor principalis qui afficitasperitas superficieiStrati tegumenti. Cum frequentia imbricationis crescit, asperitas superficiei strati tegumenti minuitur, sed uniformitas partis imbricatae difficile est garantiri. Profunditas areae imbricatae inter vestigia tegumenti differt a profunditate centri vestigiorum tegumenti, quod uniformitatem totius strati tegumenti afficit. Praeterea, vis tensile residua tegumenti multi-transitionis superimponetur, quod valorem tensionis totalis localis et sensibilitatem fissurarum strati tegumenti augebit. Praecalefactio et temperatio proclivitatem fissurarum strati tegumenti minuere possunt.


Tempus publicationis: XV Augusti, MMXXIII