Soldatura Arcus Plasmatis(PAW) et Soldatura Arcus Gas Tungsteni (GTAW, etiam Soldatura Gasis Inertis Tungsteni Protecta appellata,Soldatura TIG) multas similitudines processuum habent, sed etiam nonnullas differentias significantes. Hae sunt differentiae praecipuae:
1. Methodus formationis arcus
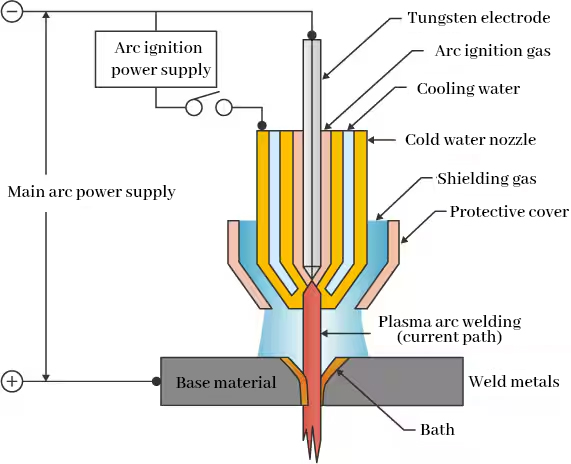
-Soldatura Arcus Plasmatis (PAW)PAW arcum plasmatis moderatum adhibet, qui gase ionizato intra facem generatur et per parvum fistulam comprimitur. Quia arcus fistulae continetur, arcus magis concentratus est et densitatem energiae maiorem habet. Hi arcus plasmatis in duos typos dividi possunt: **Arcus Non Translatus** et **Arcus Translatus**Arcus non translatus ad processum soldadurae stabiliendum, dum arcus translatus ad materiam soldadurae adhibetur.**
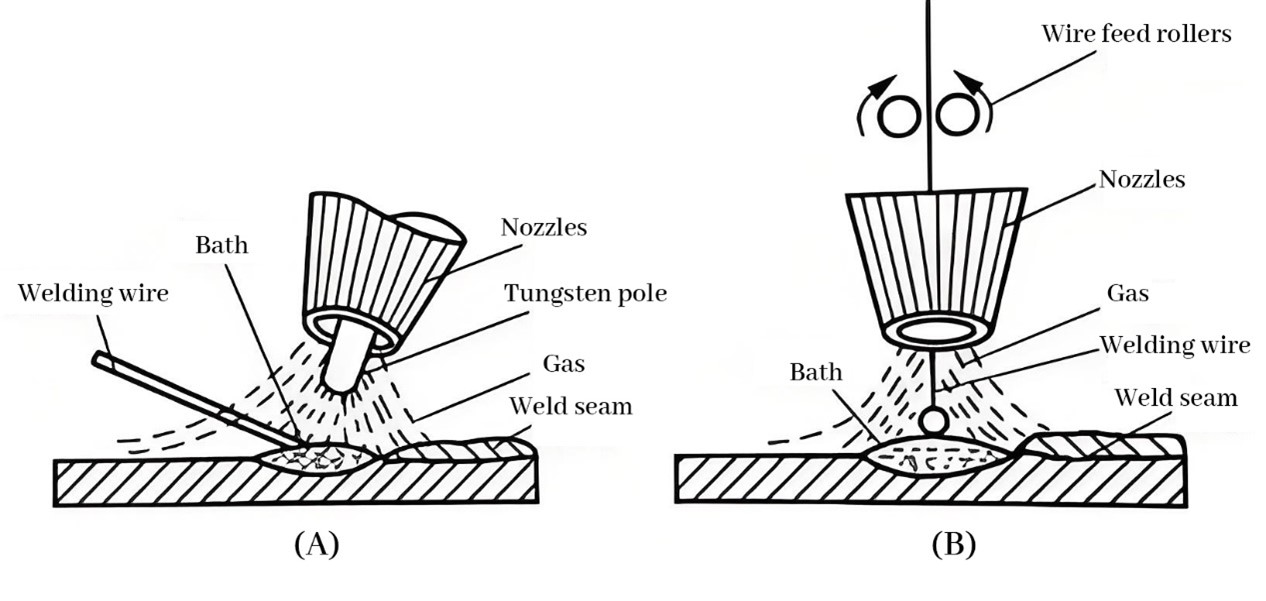
-GTAW (Soldatura TIG)Ars ferrea GTAW (Transformatio Magna Ignis) electrodum tungstenum non liquefactum ad arcum producendum adhibet, qui directe ad materiam conglutinatam applicatur nec a fistula comprimitur. Hic arcus formam magis naturalem et dispersam habet.
2. Arcus praecisio et energiae densitas
- PAW: Arcus plasmatis a fistula comprimitur, arcus magis concentratus est, densitas energiae maior, penetratio sudurae fortior, apta ad suduram accuratam crassiorum materiarum. Praeterea, PAW suturam angustiorem et fusionis profunditatem altiorem producit.
- GTAW: Arcus GTAW latior est, densitate energiae relative humili, aptus ad materias tenues soldandas. Melior est eius moderatio soldandi, sed facultas penetrandi non tam bona est quam PAW.
3. Gas protectivum
- PAW: PAW duobus gasibus utitur: **gas ionicum** et **gas protectorium**. Gas ionizans (plerumque argon) ad arcum plasmatis formandum et gas protectorium (ut argon vel helium) ad zonam suturae ab oxidatione protegendam adhibetur.
- GTAW: GTAW plerumque uno tantum gas inerte (e.g. argon vel helium) utitur ad aream suturae ab oxygenio atmosphaerico et nitrogenio cum lacu liquefacto reagentibus protegendam.
4. Electroda

- PAW: Electrodum tungstenum in PAW fistula circumdatur et electrodum directe areae suturae non exponitur, quod vitam electrodi longiorem et processum suturae stabiliorem efficit.
- GTAW: In GTAW, electrodus tungstenicus areae suturae exposita est et contaminationi ac detritioni obnoxia est, itaque frequentem curam et substitutionem electrodi requirit.
5. Scenaria Applicationis


- PAW: Propter magnam densitatem energiae et concentrationem arcus plasmatis, PAW apta est materiis crassioribus, soldadurae accuratae et applicationibus altae productivitatis, praesertim in industria aerospatiali, nucleari et soldadura tuborum chalybis inoxidabilis parietibus crassis adhibita.
- GTAW: GTAW apta est ad soldaduram accuratam, parvi caloris inputus, et adhibetur praesertim in materiis tenuibus et soldadura difficili (e.g. aluminio, magnesio, chalybe inoxidabili, etc.). Aptissime convenit ad fabricationem partium accuratarum et operationes soldadurae parvas.
6. Difficultas Operandi
- PAW: Ob usum arcus plasmatis compressi, operatio est relative complexior et sumptus instrumentorum altior, sed celeritates sudurae maiores et facultates liquefactionis profundae offert.
- GTAW: GTAW satis simplex est ad operandum et apparatus relative vilis est. Unus est e processibus communissimis in soldadura manuali et automatica adhibitis.
Summarium
Soldatura Arcus Plasmatis (PAW) et GTAW similia sunt principio, quod ambae arcum per electrodum tungstenum generant et suturam gas inerti protegunt, sed arcus PAW compressus est et energia magis concentrata, quod eum aptum reddit materiis crassioribus et suturae altae praecisionis, dum GTAW aptior est ad materias tenues cum parvo calore influxu soldandas. Duae differunt crassitudine suturae, densitate energiae, genere gasis protectoris, et difficultate operationis.
Tempus publicationis: Septembris-XXIX-MMXXIV