Cum progressu automationis industrialis et fabricationis accuratae, modi traditionales soldadurae longe absunt ab omnibus requisitis applicationum implendis; TIG, MIG, soldadura laserica, PAW (soldatura arcus plasmatici), aliique processus soldadurae in lucem prodierunt, et in suis campis singularia commoda ostendunt.
Discrepantiae in Principiis Processuum
- Soldatura Gasis Inertis Wolframii(TIG): arcus inter electrodum tungstenum et opus generatur, electrodo non liquefacto, gas protector aëre protectore; magna praecisione, operatio manualis.

- Soldatura Metallo Gas Inert (MIG): arcus inter filum et opus metallicum est, filum automatice alimentatur, liquefacitur et impletur. Celeritas soldaturae, apta ad soldaturam per vices.

-Soldatura laserica (Laser)Radius lasericus magnae energiae ad metallum liquefaciendum adhibetur, quo accurata profunditatis et formae moderatio permittitur. Sine contactu, calore parvo.
-Soldatura Arcus Plasmatis (PAW)Arcus plasmatis per contractionem fistulae formatur, columna arcus magis concentrata est, densitas caloris alta est, et laminas crassas cum liquefactione profunda sudare potest.

Spatium crassitudinis soldadurae
- TIGIdoneum materiis tenuissimis ad mediam crassitudinem, 0.1~6 mm, ideale ad tenues parietes ferri inoxidabilis et mixturarum titanii conglutinandas.
- MIGIdoneum laminis mediae crassitudinis, praesertim chalybe carbonico, chalybe structurali et mixtura aluminii, cum alta efficacia et lata opertione.
- Laser:Idoneum est materiis tenuissimis usque ad 6mm vel minus, ut sigillis accumulatorum lithii et operculis extremitatibus motorum. Laminae crassae perscrutationem multicanalem requirunt.
-PES:Lata gamma, lamina tenuis 0.1mm ad laminam crassam 10mm tractari potest, sed etiam soldadura modo foraminis clavis perfici potest.
Aesthetica suturarum suturarum
TIG: pulcherrima sutura, superficie plana, fibra squamae piscium similis, vulgo in carne vel artibus pretiosis adhibita.
MIG: sutura latior, plus spargendi, apta partibus structuralibus quae speciem suturae non requirunt.
Soldatura laserica: sutura angusta et delicatissima, paene nulla post-processu opus, secunda tantum post TIG quod ad valorem attinet, sed celeritas longe antecedit.
PAW: melior quam MIG, secunda post TIG, sed aptior ad soldaduram per fusionem profundam et automationem.
Adaptabilitas ad automationem
Soldatura laserica et PAW reges sunt cum ad integrationem automationis venit:
- Alta accuratio
- Traiectoriam suturae vestigia sequitur
- Cum systematibus roboticis/visionis coniungi potest
MIG etiam late in lineis productionis automatis adhibetur, exempli gratia in fabricatione autocinetica.
Quamquam TIG soldaduram orbitalem automaticam efficere potest, tamen maxime ab peritia ferramenti pendet.
Comparatio TIG, MIG, LASER et PAW
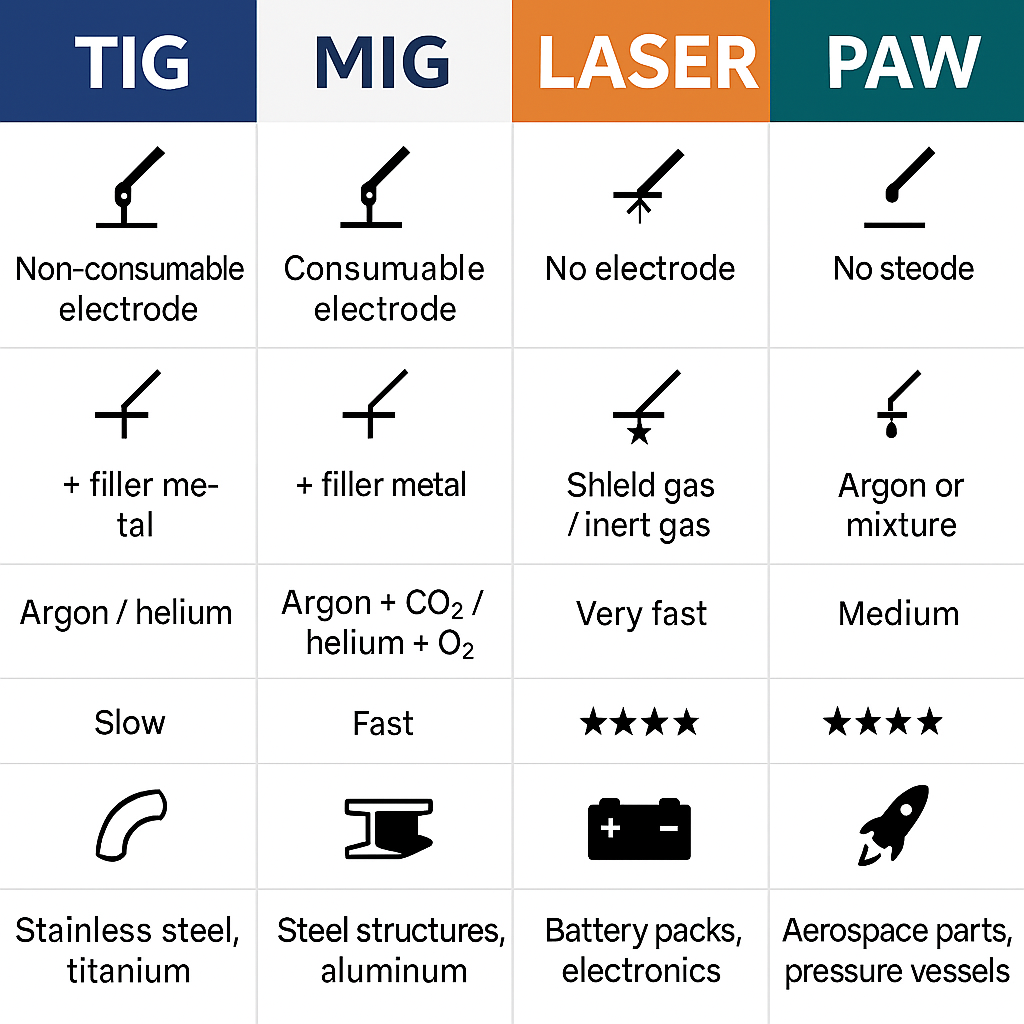
Soldatura TIG, MIG, Laser et Arcus Plasma (PAW) singulae solutiones soldaturae pro variis applicationibus repraesentant:
Soldatura TIG: nota propter qualitatem et pulchritudinem suturae, apta laminis tenuibus quae magnam praecisionem soldaturae requirunt, praesertim vulgo adhibita in fabricatione summae qualitatis chalybis inoxidabilis et mixturarum titanii;
Soldatura MIG: alta efficacia, facilis ad operandum, apta laminae mediocri crassitudini et productioni massae, est processus principalis in autocinetis, constructione, machinis et aliis campis;
Soldatura laserica: celeritas magna, calor humilis, automatio altus, late in electronicis 3C, batteriebus potentiae, instrumentis praecisionis, aliisque fabricationibus summae qualitatis adhibita;
Soldatura PAW: stabilitatem TIG et facultatem liquefactionis profundae laseris coniungens, apta est ad usus aerospatiales, vasorum pressorum, et aliarum partium criticarum cum magna robore et altis requisitis obturationis.
Delectus processus fundari debet in genere materiae, crassitudine ferrurae, requisitis qualitatis, moderatione sumptuum et gradu automationis ut iudicium completum fiat.
Tempus publicationis: XVIII Aprilis MMXXXV