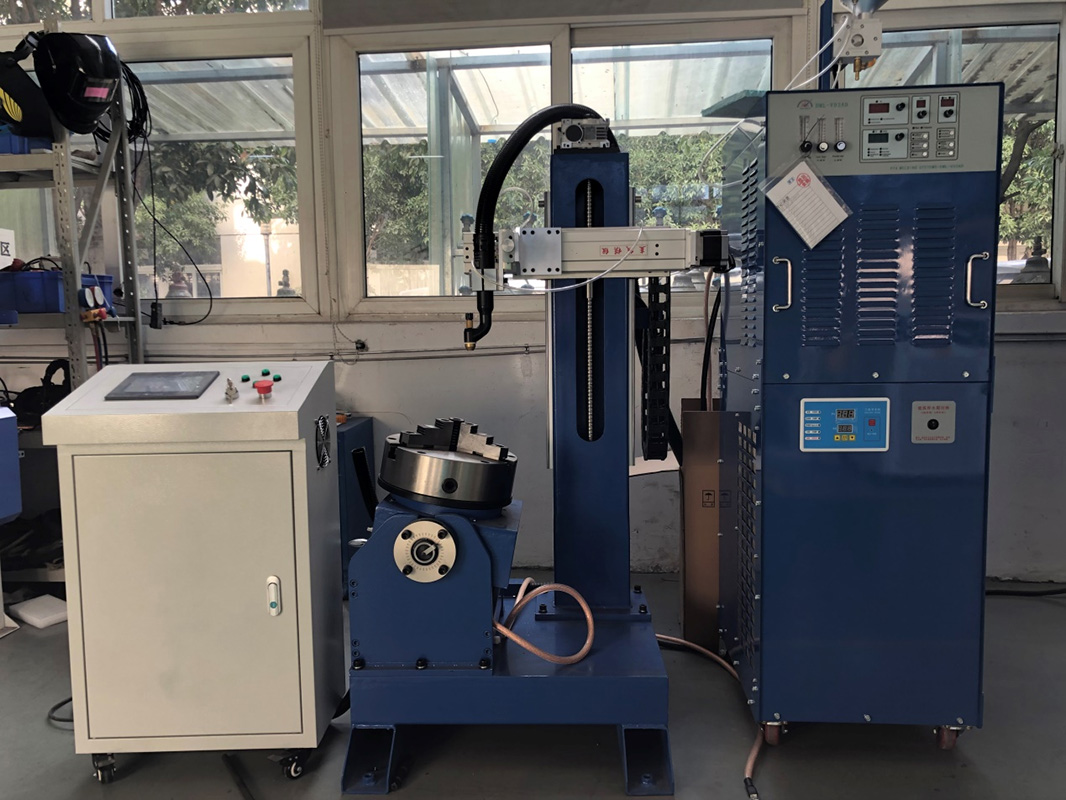
통합 다기능 플라즈마 분말 용접기(dml-v03ad)




다기능 구성
1.플라즈마 분말 표면 처리
2.플라즈마 아크 용접
2. 정밀펄스용접(레이저용접 모방)
3. 정밀 아르곤 용접
특징
1.DSP 디지털 처리 기술을 채택하여 고속, 정밀한 제어가 가능합니다.
2. 높은 정밀도: 최대 2A의 작은 전류, 안정적인 아크 발생.
3.초퍼 기술, 넓은 전류 범위 출력 제어, 플라즈마 2a-160a, 정밀 아르곤 용접 2a-200a, 안정적인 출력.
4. 고전압 설계로 용접기의 원활한 아크 시작이 보장됩니다.
5. 고전압 설계로 아크의 강성과 길이를 보장합니다.
6. 작은 크기의 아크 전류는 손실을 줄이고, 용접 건의 부하를 줄이며, 에너지 소비를 줄입니다.
7. 메인 아크 전원과 디멘션 아크 전원의 일체형 설계로 구조가 간단하고 고장률이 낮습니다.
8. 분말 공급 시스템은 호스트 기계와 연결되어 있으며, 분말 공급을 앞뒤로 설정할 수 있으며 시간을 조정할 수 있습니다.
9. 다양한 신호 보호 기능으로 용접기와 용접총이 정상적인 조건에서만 사용되도록 보장하여 물이 없거나 물 순환이 되지 않아 총이 타는 현상을 제거합니다.
10. 고출력 냉각, 1.5p 고효율 압축기 냉각으로 고온 환경에서도 장기간 안정적인 작업을 보장합니다.
11. 다기능: 분말 표면 처리, 레이저 용접 및 정밀 아르곤 용접은 다양한 작업 요구 사항을 충족할 수 있습니다.
12.디지털 통신 포트로 용접 원격 제어가 가능합니다(옵션).
13. 다양한 용접총을 선택할 수 있으며, 핸드헬드 용접총을 장착하면 현장 표면 처리, 수리 등의 작업을 실현할 수 있으며, 편리하고 유연하며 효율성이 높습니다.
플라즈마 표면 처리의 장점
1. 결과는 클래딩 합금층이 가공물 기판과 금속적으로 결합되어 있으며, 결합 강도가 높다는 것을 보여줍니다.
2. 클래딩 속도가 빠르고 희석률이 낮습니다.
3. 표면층은 구조가 치밀하고 외관이 아름답습니다.
4.부식되거나 기름진 금속 부품의 표면에 복잡한 전처리 과정 없이 직접 플라즈마 표면 처리를 수행할 수 있습니다.
5. 표면처리 공정은 기계화, 자동화가 용이하다.
6. 다른 플라즈마 용사 용접과 비교했을 때, 장비 구조가 간단하고 에너지 절약적이며, 조작이 간편하고 유지 보수가 용이합니다.
용접 매개변수
| 주요 기술 매개변수 및 모델 | DML-V03AD | ||||
| 이온 용접 | 아르곤 용접 | ||||
| 연속용접 | 펄스 용접 | 연속용접 | 펄스 용접 | ||
| 차원 아크 전류(a) | 3-20 | ||||
| 용접 전류(a) | 2-160 | 2-200 | 2-160 | 2-200 | |
| 기저전류(a) | 2-160 | 2-160 | |||
| 현재 상승 시간(초) | 0.0-5.0 | 0.0-5.0 | |||
| 현재 드롭 시간(초) | 0.0-5.0 | 0.0-5.0 | |||
| 펄스 용접 시간(MS) | 1-999 | 1-999 | |||
| 용접 간격(MS) | 10-999 | 10-999 | |||
| 사전 분말 공급 시간(초) | 0-5 | ||||
| 지연된 분말 공급 시간(초) | 0-5 | ||||
| 조기 분말 분해 시간(초) | 0-5 | ||||
| 지연된 분말 파쇄 시간(초) | 0-5 | ||||
| 가스 보호 시간(초) | 1-20 | 1-20 | |||
| 입력 전압(V) | 3상 380V, 50Hz AC | ||||
| 정격 입력 전력 용량(kVA) | 9.2 | ||||
| 냉장 용량(W) | 3900 | ||||
| 부하 지속 시간(%) | 60% | ||||
| 냉각수 정격 유량 M³/h | 1 | ||||
| 냉각수 정격 양정 M | 15 | ||||
| 무게(kg) | 152 | ||||
| 전체 치수(mm) | 700*490*1510 | ||||
제품 응용 프로그램
1철강, 석탄산업 : 냉간(열간)롤, 중간홈, 내마모판, 픽 등
2. 전력, 시멘트 산업: 증기 터빈 날개, 분쇄 롤러 등
3석유 및 화학 산업: 드릴 파이프, 드릴 비트, 밸브 등의 표면 처리
4건설기계, 광산기계 산업 : 쉴드 머신의 회전식 굴착 이빨, 롤러 스프로킷, 굴삭기 버킷 이빨, 크롤러 슈즈 등.
5. 농업기계 : 회전식 쟁기날 등
자동 기능이 있는 PTA 용접 전원 공급 장치 V03AD


V03AD를 사용한 PTA 용접 시스템의 맞춤형 색상