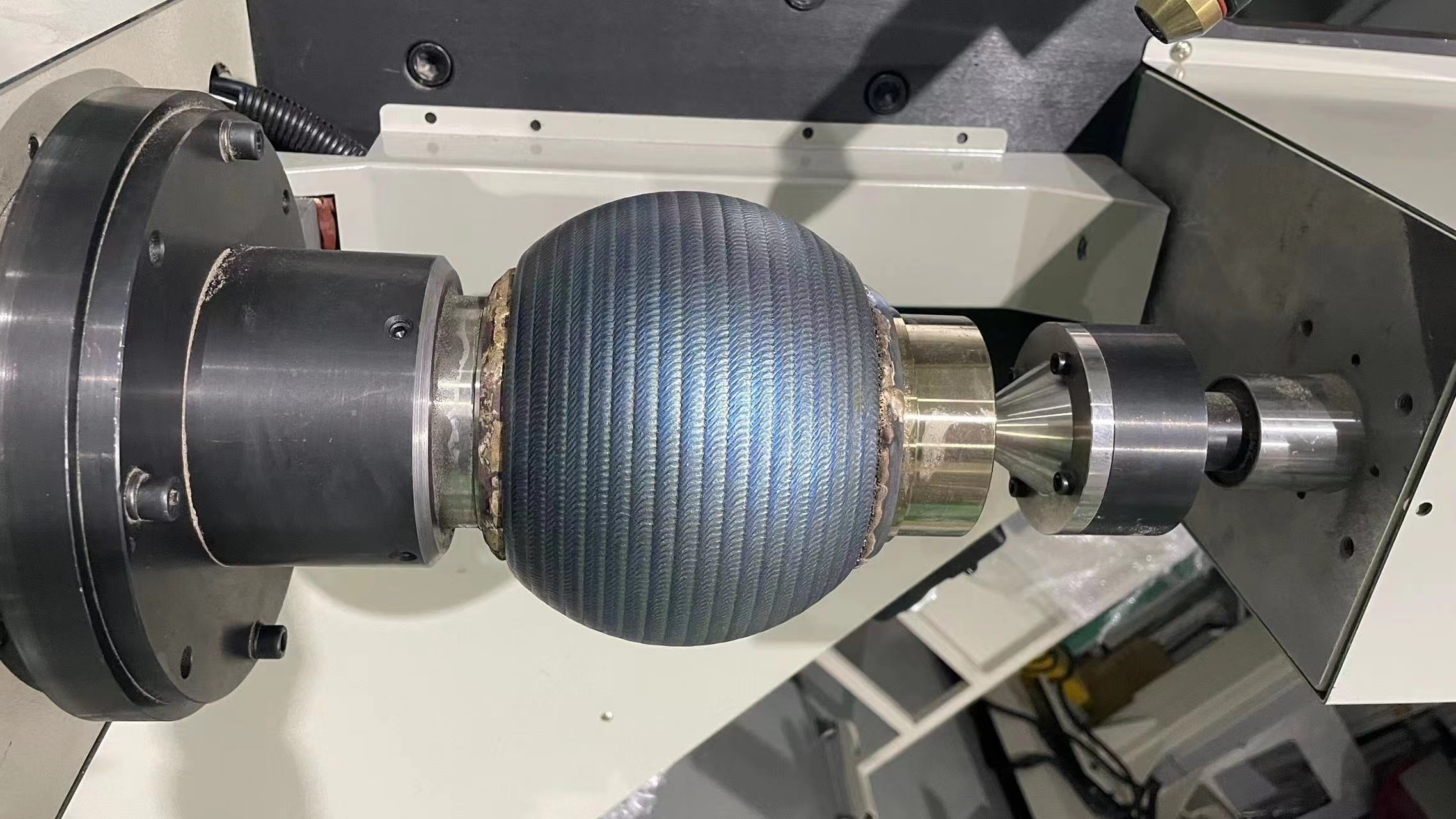
PTA 용접으로 볼 밸브 표면 처리 방법
상하이 두오무는 PTA 용접을 이용한 밸브 표면 처리 분야에서 풍부한 경험을 보유하고 있습니다.
침전물 풀이 깨끗하고 유동적인 것은 표면 Co 6이며, 희석률이 조절 가능하고 균열이 없습니다.
알아채다:
A. 표면재가 고온에 노출되면 비드가 산화되어 쉽게 산화될 수 있습니다.
산화물이 용융 웅덩이에 들어가지 않도록 주의하세요. 잘 작동하지 않으면 기공에서 나올 수 없습니다.
B. 용접 표면이 아크 형상이므로, 위글링 과정에서 비드 양면에 슬래그가 쉽게 끼어 나오기 때문에, 휴지 시간을 추가하는 것이 필요합니다.
C. 제안된 용접 모드는 빠른 랩 속도로 인해 과도한 응력으로 인해 비드 조인트에 균열이 나타날 수 있는 것을 완화하기 위해 낮은 속도로 위글+진행하는 것입니다.
참고용으로 다음 매개변수를 사용하세요.
| 작업물 | 볼 밸브 | ||||
| 지름 | 165mm | ||||
| 표면 처리 분말 | 6호 | ||||
| 표면 두께 | 2.5mm | ||||
| 표면 처리 유형 | 학부모회 | ||||
| 장비 모드 | V03BD+볼 밸브 툴링 | ||||
| 시간 예열 | 2H | ||||
| 예열 모드 | 전기 난방 | ||||
| 최소 온도 예열 | 150℃ | ||||
| 최대 온도 인터패스 | 350℃ | ||||
| 표면 모드 | 흔들림 + 진행 | 현재 매개변수 | 방패가스 | ||
| 회전 속도 | 0.31r/분 | 주 아크 전류 | 80A | 가스 | Ar |
| 흔들림 폭 | 8.8mm | 기준값 전류 | 45A | 분말 공급 가스 | 3.5L/분 |
| 흔들림 속도 | 20mm/초 | 파일럿 아크 전류 | 20A | 이온가스 | 1.2L/분 |
| 남은 시간 일시 정지 | 0.3초 | 분말 공급 속도 | 20g/분 | 보호 가스 | 10L/분 |
| 시간 오른쪽 일시 정지 | 0초 | 시간을 올리다 | 0.1초 | ||
| 진행 거리 | 6.7mm | 드롭 타임 | 0.5초 | ||
| 진행 속도 | 1.4mm/초 | 보호 시간 | 10초 | ||
| 보온 온도 | 450℃에서 2시간~2.5시간 | ||||
| 태핑 온도 | 300℃의 정지된 공기 중에서 냉각 | ||||

동영상
게시 시간: 2022년 11월 3일