精密マイクロプラズマアーク溶接機






特徴
1、マイクロプラズマアーク溶接により、箔やシートを溶接することができます。アークエネルギーが高く、溶接熱影響部が小さく、溶接変形が非常に小さいです。
2、アーク柱は剛性が高く、穴効果が小さく、溶接速度が速く、生産効率が高く、通常のアルゴン溶接の3〜6倍です。
3、溶接欠陥が少なく、溶接可能な材料が多く、溶接品質が高い。
4、優れた繰り返し生産、ノズル内の電極の収縮、汚染や燃焼が起こりにくい。
5、プラズマアークはエネルギー密度が高く、アーク柱温度が高く、浸透能力が強いです。
6、アーク柱は細く、溶け込みが強いため、薄肉ワークを直接溶接することができ、準備時間を短縮できます。厚さ0.3~1mmの鋼材は、開先なしで両面溶接・成形(片面溶接・両面成形)が可能で、応力変形も小さいです。
Dml-v01aホストパラメータ
| 精密マイクロプラズマアーク溶接機 | |||
| 主な技術的パラメータとモデル | DML-V01A | ||
| 連続溶接 | パルス溶接 | 精密パルス溶接 | |
| アーク電流(a) | 2.0~5.0 | ||
| 溶接電流(a) | 0.1-10-40 | ||
| ベース電流(a) | 0.1-10-40 | ||
| 立ち上がり時間(秒) | 0.0~5.0 | ||
| 降下時間(秒) | 0.0~5.0 | ||
| 溶接時間(MS) |
| 1-500 | 1-500 |
| 間隔時間(MS) |
| 10~500 |
|
| 事前に航空便で配送 | 1-10 | ||
| ガス時間遅延(秒) | 1-20 | ||
| イオンガス(L / 分) | 0.25~2.5 | ||
| 保護ガス(L /分) | 1-25 | ||
| 入力電圧(V) | AC220V、50Hz | ||
| 定格入力容量(kVA) | 1.1 | ||
| 負荷持続率(%) | 60% | ||
| 重量(kg) | 28 | ||
| 電源の外形寸法(mm) | 590*330*300 | ||
利点
1、溶接ストリップの厚さはアルゴンアーク溶接よりも薄く、通常0.3~0.5mmです。カールすることなく溶接でき、溶接品質も良好です。
2、パイプの連続自動溶接では、プラズマアーク長の変化が溶接品質にほとんど影響を与えません。これはアルゴンアーク溶接の場合と異なります。
3、溶接電流が非常に小さい場合(3A未満)、マイクロプラズマアークの安定性は良好ですが、アルゴンアークの安定性は低くなります。
4、マイクロプラズマアークは熱が集中するため、アルゴンアーク溶接に比べて溶接速度が速く、生産性が高くなります。
5、ステンレス鋼、非鉄金属、耐火金属など、さまざまな金属を溶接できます。
応用分野
1、電子・電気部品(熱電対、モーター、珪素鋼板など)
2、器具、医療機器(金属ベローズ、精密機器部品等)
3、特殊金属の溶接(チタン、ニッケル、モリブデンなどの特殊金属でも効率的な溶接が可能です)
4、航空機および航空宇宙(航空機アクセサリー、宇宙ステーションアクセサリー、リレー、ガスセンサーなど)
超薄肉パイプの連続自動マイクロプラズマアーク溶接は、密閉式圧縮アーク溶接のプロセスに似ています。溶接ダイススリーブと溶接トーチの間に絶縁スリーブを設置することで、プラズマ溶接トーチと金属部品間の確実な絶縁を確保しています。同時に、保護アルゴンが小さなチャンバーに密封されています。超薄肉パイプのマイクロプラズマアーク溶接のプロセスパラメータは、アルゴンアーク溶接のパラメータよりも多くあります。溶接電流、溶接速度、保護ガス流量に加えて、作動ガス流量、保護ガス組成も溶接品質に影響を与えます。経験上、超薄肉パイプの生産性に影響を与える主なプロセスパラメータは、溶接電流、作動ガス流量、ノズル穴径です。
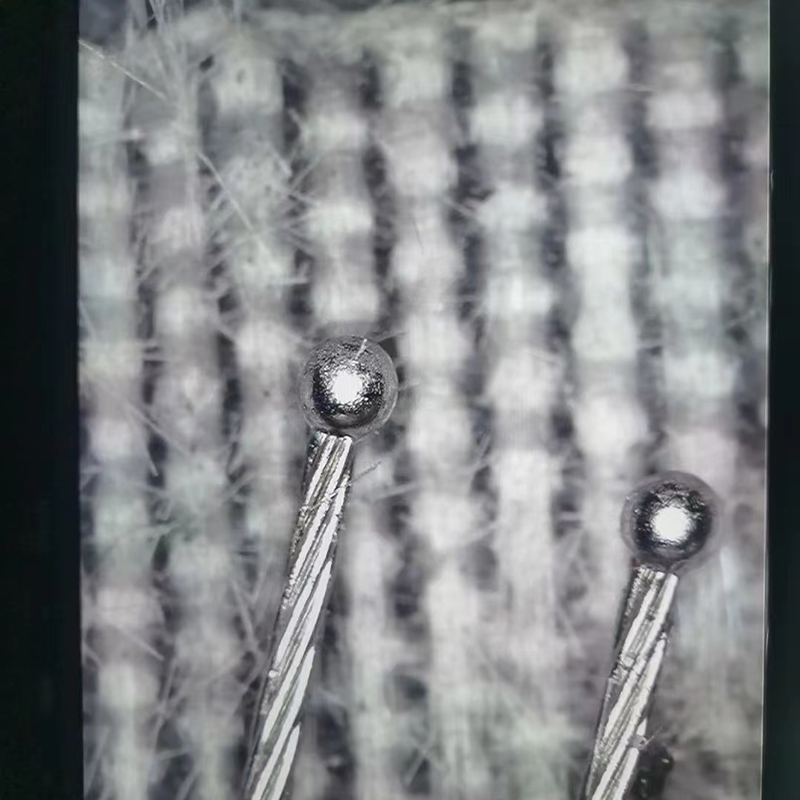
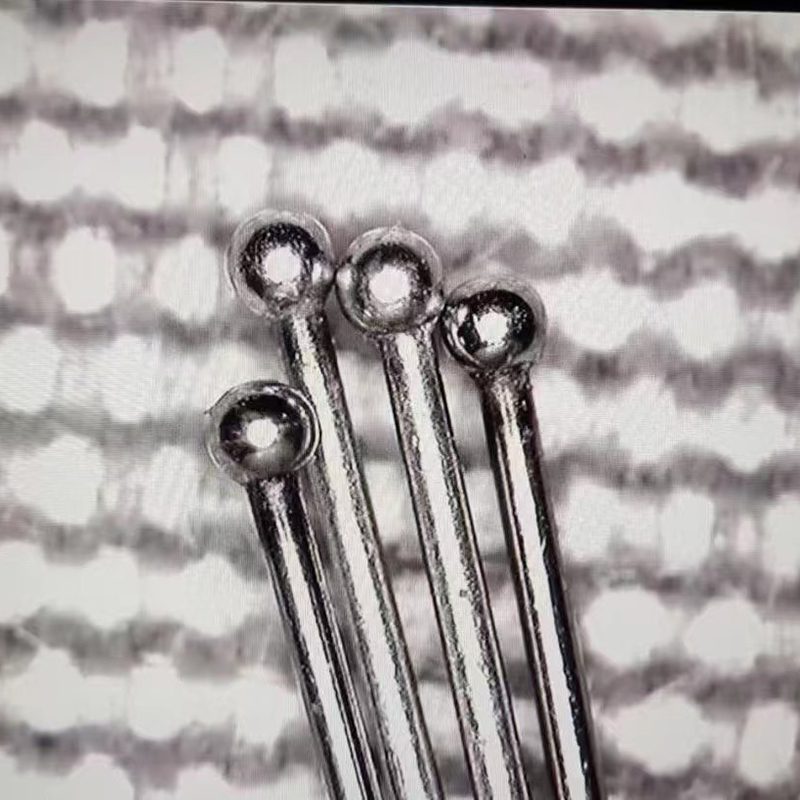
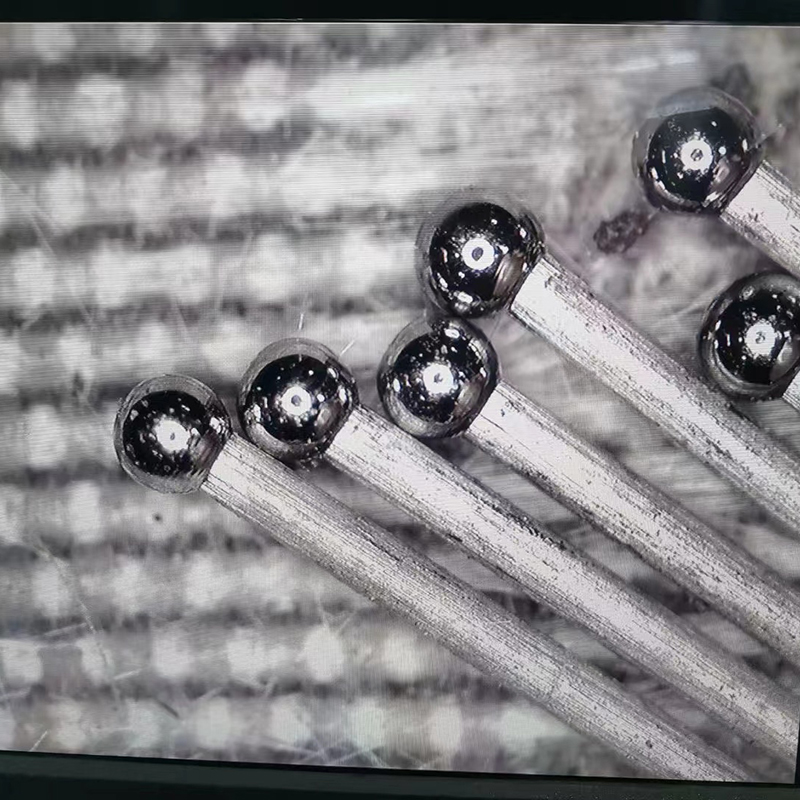
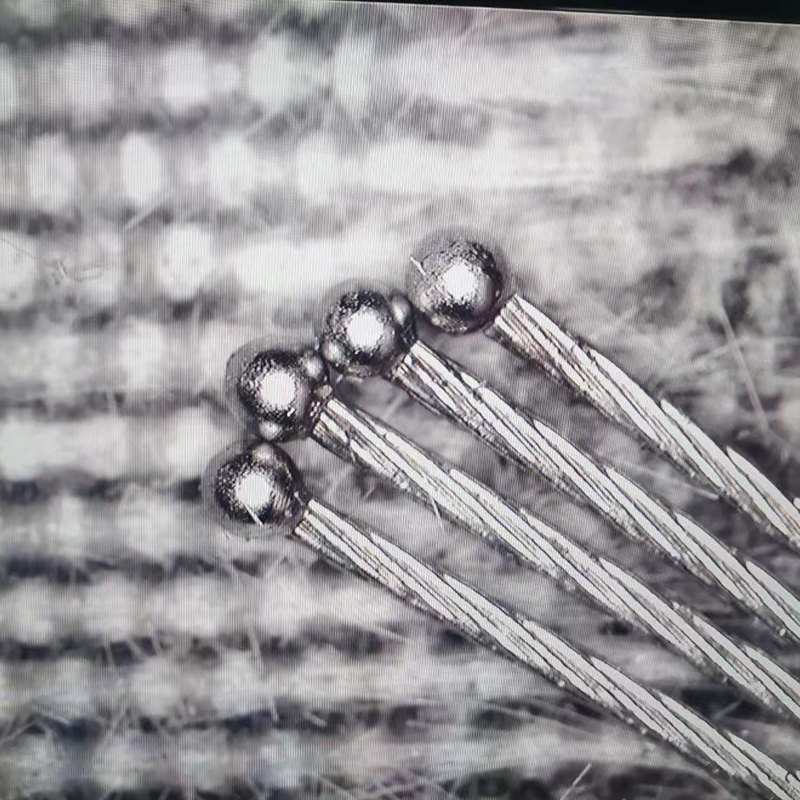
画像表示