プラズマトランスファーアーク溶接(PTA)とプラズマアーク溶接(PAW)はどちらもプラズマベースの溶接技術ですが、プロセスの原理、機能、および適用シナリオの点で大きく異なります。
原則的な違い
プラズマアーク溶接(PAW)
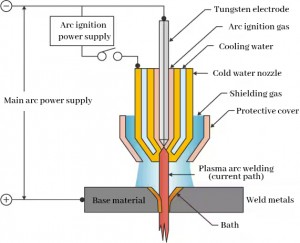
プラズマアーク溶接アーク加熱によってガスを分解し、水冷ノズルを通して圧縮することで、高エネルギー密度のプラズマアークを形成するという原理に基づいています。タングステン電極とワークピースの間にアークを発生させ、高温のプラズマアークによってワークピースのエッジを溶融することで接合を実現します。溶接は主に母材の溶融によって行われ、通常はフィラー材は添加されません。主に溶接に使用されます。
プラズマトランスファーアーク溶接(PTA)
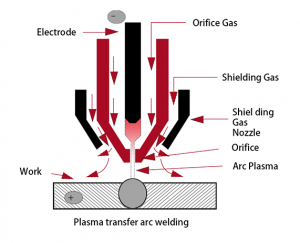
プラズマトランスファーアーク溶接プラズマアークの高温熱源の作用を利用し、プラズマクラッディング材(金属または合金粉末)を溶融し、基材表面に冶金学的に結合した強化コーティングを形成します。アークはタングステン電極と溶融池の間に発生し、トランスファーアークが追加のエネルギーを供給して基材と粉末の両方を溶融します。フュージョンクラッディングはフィラー材(粉末)によって形成され、基材は良好な接合を確保するために適度に溶融状態になるまで加熱されます。主にフュージョンクラッディングに使用されます。
機能とアプリケーション
プラズマアーク溶接(PAW)
プラズマアーク溶接は、低入熱と高い溶接精度を特徴としています。精密部品や薄板の溶接に適しています。一般的な応用分野は以下のとおりです。
•航空宇宙
•エレクトロニクス
•自動車分野など、高い溶接品質が求められる分野。
プラズマトランスファーアーク溶接(PTA/PTAW)
プラズマトランスファーアーク溶接(PTA/PTAW)は、主に表面強化に用いられ、プラズマクラッディングによって母材の耐摩耗性、耐腐食性、高温性能を向上させます。クラッド層は母材に強固に接合され、クラッド材の材質制御が容易で、加熱面積の影響も少ないため、バルブ、ポンプハウジング、摩耗部品の補修・強化に広く用いられます。主な適用分野は以下のとおりです。
•石油化学製品
•エネルギー
•採掘など
PAWとPTA/PTAWの比較
| 溶接タイプ | プラズマアーク溶接(PAW) | プラズマトランスファーアーク溶接(PTA/PTAW) |
| 目的 | 溶接ワークピースの接続 | クラッディングによる表面特性の向上 |
| 熱源 | プラズマアーク | トランスファーアークとプラズマアーク |
| 充填材 | 通常は不要(ワイヤーの場合もある) | 合金粉末 |
| アプリケーション | 高精度溶接 | 表面の修復と強化(摩耗層) |
| 特徴 | 熱影響部が小さく、高精度 | カスタマイズ可能な外装材、多用途コーティング |
一般的に、PAWは精密溶接に適しており、PTA/PTAWは表面強化に重点を置いています。両者は用途に応じて互いに補完し合います。ニーズに合った溶接技術をお選びください。また、特殊なケースでは、複数の溶接技術を組み合わせて溶接効率を向上させることもできます。
投稿日時: 2025年1月20日