プラズマトランスファーアークトーチ(PTAトーチ)は、プラズマトランスファーアーク(PTA)装置の中心的存在であり、プラズマアークを発生させ、合金粉末を溶接部へ正確に供給する役割を担っています。その構造と動作原理は一般的な溶接トーチとは異なり、より高い精度と安定性を備えています。
1. 構造部品
そのPTA溶接トーチ主に以下の部分から構成されます。
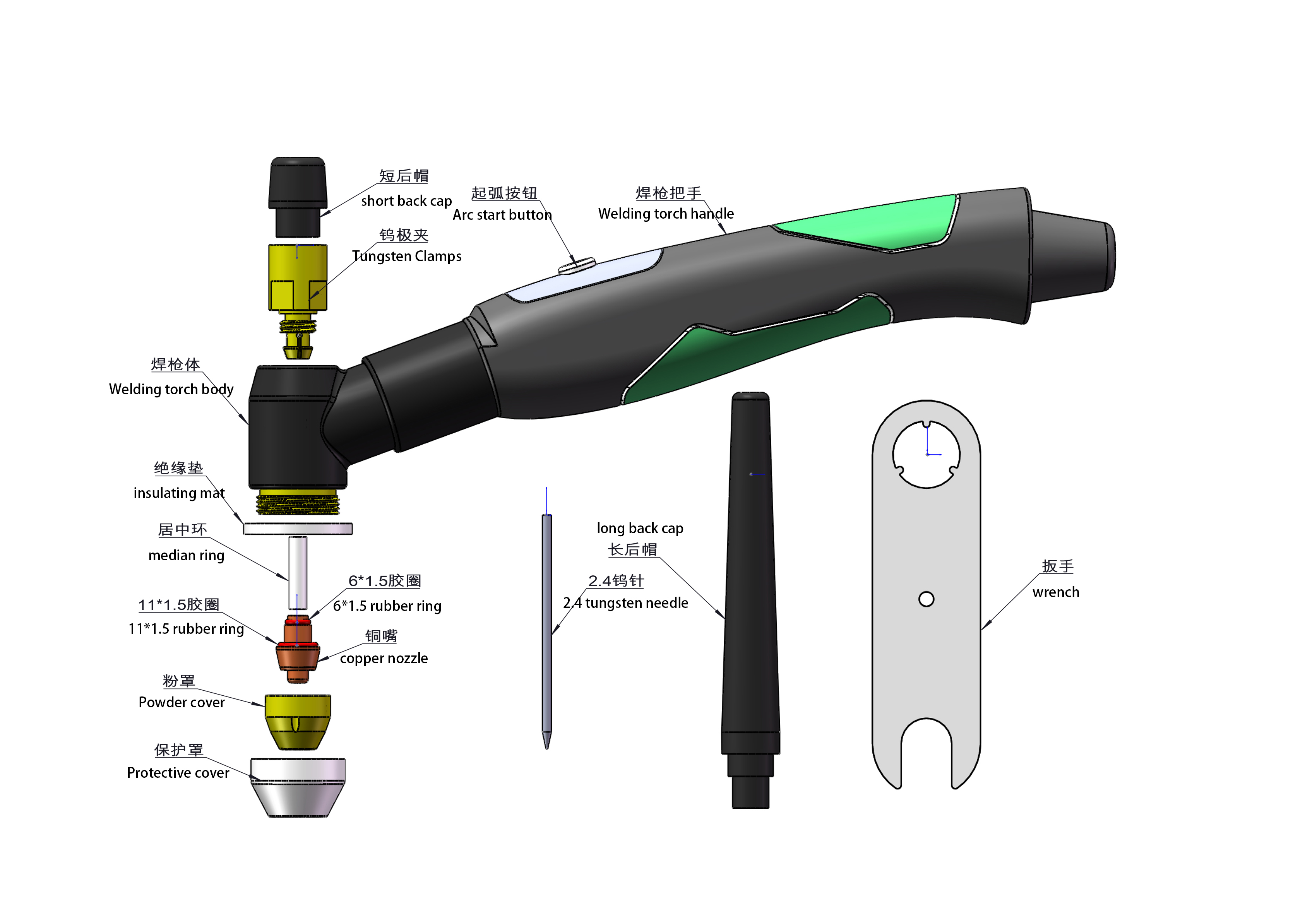
カソード(タングステン電極):プラズマアークを生成するための中心コンポーネントで、通常は高温および耐腐食性のタングステン材料で作られています。
陽極(ノズル):プラズマアークを誘導し、アーク柱を集中させます。通常は放熱性を高めるために銅で作られています。
粉末供給システム:合金粉末をプラズマアークに均一に供給し、溶融してワークピースの表面に堆積させるために使用されます。
保護ガスチャネル:溶接領域の酸化を防ぐためのプラズマガスおよび保護ガスとして、通常、アルゴンまたはヘリウムが使用されます。
冷却システム:高温動作中の溶接トーチの安定性を確保するために水冷が使用されます。
2. 動作原理
アーク開始段階: 高周波および高電圧パルスにより、タングステン電極とノズルの間に非移行アークが生成されます (小電流、安定したアーク開始)。
プラズマアーク形成:プラズマガス(アルゴンなど)がノズルを通過し、高温アークによって高エネルギープラズマに電離され、ノズルを通ってワークピースの表面に到達し、移行アーク(メインアーク)を形成します。
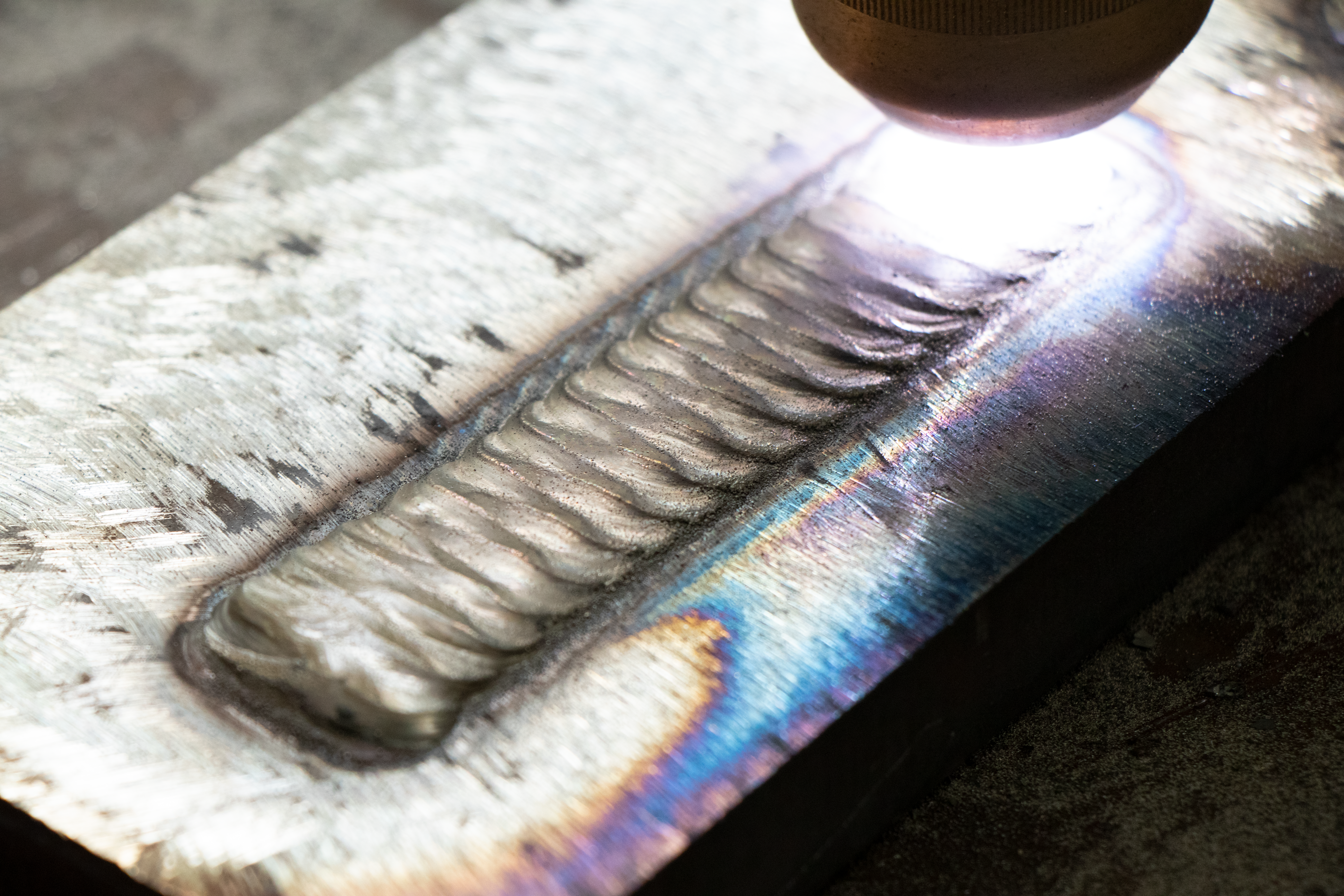
粉末供給と溶融:合金粉末は粉末供給装置を通じてプラズマアーク領域に均一に供給され、瞬時に溶融してワークピースの表面に噴霧され、緻密なコーティングを形成します。
冶金結合: 溶融粉末を基材と冶金結合し、高強度で耐摩耗性のあるクラッド層を形成します。
3. 特徴と利点
高エネルギー密度: 長くて細いアーク柱、高温 (最大 20,000°C)、溶融深さとコーティング厚さの正確な制御。
熱影響部が小さい: 基板の変形と熱応力が軽減され、ワークピースの寸法安定性が向上します。
高い材料利用率:粉末材料の利用率は90%を超えており、経済的です。
優れたコーティング品質:緻密なコーティング、無多孔性、高い冶金結合強度、優れた耐摩耗性と耐腐食性。
4. よく使われる材料と用途
合金粉末材料: コバルト基、ニッケル基、鉄基、タングステンカーバイドおよびその他の耐摩耗性、耐腐食性合金粉末。
代表的な応用分野:
石油・ガス:バルブ、ドリルビット、ポンプ本体用の耐摩耗性および耐腐食性コーティング。
エンジニアリング機械:シャフト、ロール、ギア、金型表面の強化および修理。
冶金産業: ロール、金型、バルブシート、その他の部品の表面仕上げおよび修理。
5.使用上の注意
タングステン電極保護:酸化と焼損を防ぎ、電極の寿命を延ばします。
ノズル冷却: ノズルの過熱による損傷を防ぐために、良好な水冷効果を維持します。
粉末供給の安定性: 均一な粉末供給を確保し、コーティングの厚さの不均一やスラグ欠陥を回避します。
安全保護:高温、高電圧での操作のため、保護マスク、手袋などの安全装置を装備する必要があります。
6. 他の溶接方法との比較
プラズマアーク溶接 (PAW) の場合: PTA 溶接は主に表面クラッディングと強化に使用され、PAW は主に浸透溶接に使用されます。
レーザー表面処理との比較: PTA 溶接は安価で、より広範囲の材料に適用できますが、レーザー表面処理では熱影響部が小さく、精度が高くなります。
プラズマ溶射の場合:PTA溶接は冶金結合でコーティング強度が高く、プラズマ溶射は機械結合で薄層コーティングに適しています。
投稿日時: 2025年2月19日