プラズマトランスファーアーク溶接(PTAまたはPTAW)は、プラズマアークの原理に基づいた熱源材料クラッディングプロセスです。このプロセスの核心は、高温プラズマアーク(最大15,000℃)を用いて粉末金属材料を溶融し、基材の表面に冶金学的に結合させることにあります。これにより、高硬度、耐摩耗性、耐腐食性を備えた機能性コーティングが形成されます。プラズマトランスファーアーク(PTA)溶接はGTAWプロセスの自然な進化形であり、従来のタングステンアーク溶接(GTAW)の自動化の欠点を補います。タングステン不活性ガスシールド(TIG)溶接機。
プラズマトランスファーアーク溶接の動作原理
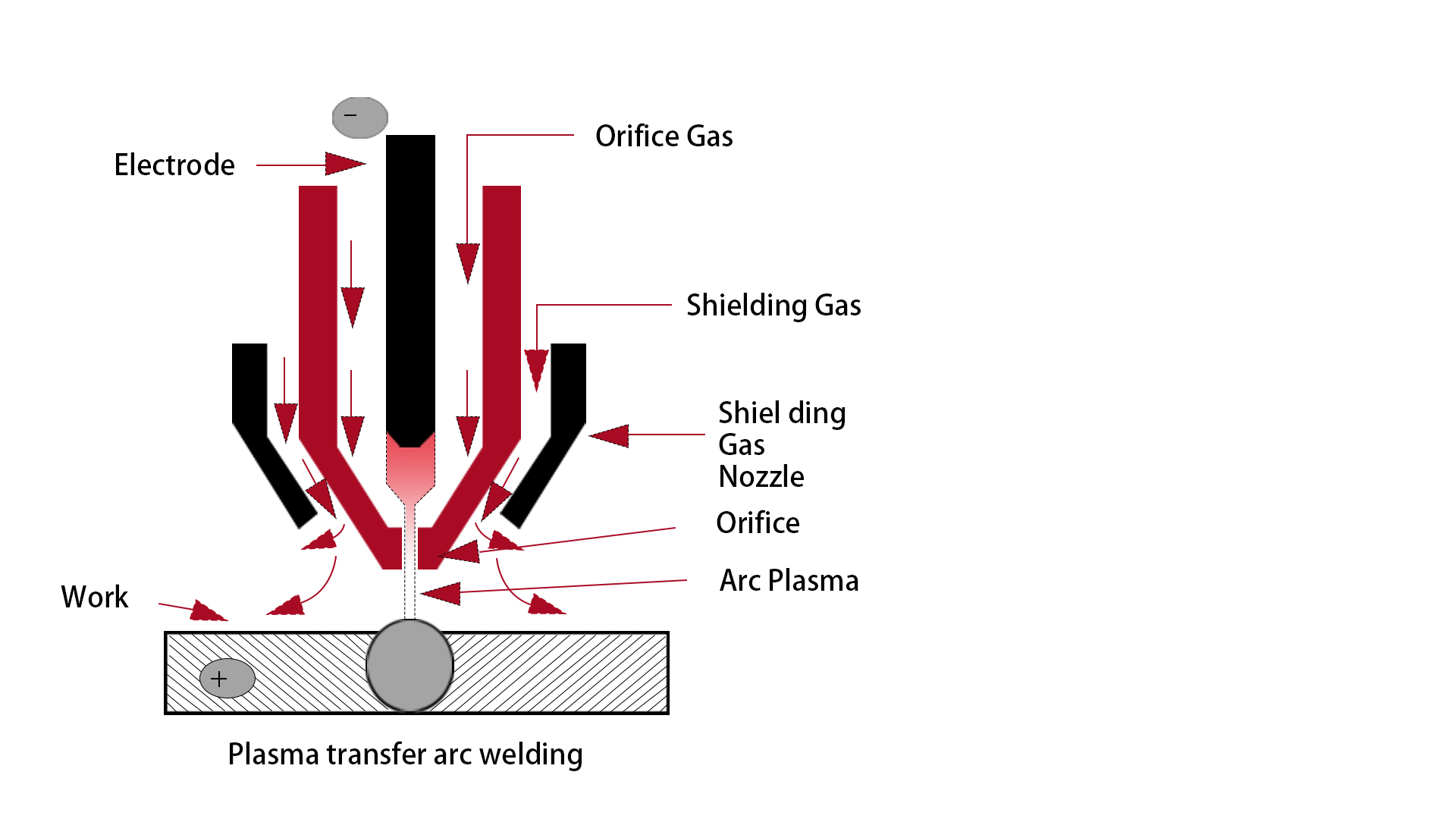
プラズマアークの高温熱源の作用により、プラズマ被覆材(金属または合金粉末)が溶融し、基材表面に冶金学的に結合して強化コーティングを形成します。また、タングステン電極とノズルの間に微弱な電流を流すことで、ガイドアーク(非移行アーク)が形成されます。高温アークの作用下で、不活性ガス(通常はアルゴン)がイオン化され、高温・高密度のプラズマ流が形成されます。本質的に、プラズマは高温、高ジェット速度、高エネルギー密度に閉じ込められます。
PTAW と他の溶接技術の違いは何ですか?
すべての溶接技術の基本原理は、熱源を用いて材料を加熱し、溶融させて溶接部またはコーティングを形成することです。しかし、プラズマトランスファーアーク溶接は、どちらも非消耗性タングステン電極を使用するため、原理的にはGTAW法に最も近いと言えます。PTA溶接機は、パイロットアークをトーチから遠ざけ、微細な穴の開いた銅製ノズルを通して絞り込むように再設計されており、より高いエネルギー密度を実現しています。PTA溶接は従来の溶接方法よりも表面強化と修復に重点を置いていますが、他の溶接方法(TIG溶接、MIG溶接、レーザー溶接など)は接合と構造部品の溶接に重点を置いています。より詳細な比較については、こちらをご覧ください。クリック.
PTA溶接オーバーレイの一般的な材料
•鉄基合金
•ニッケル基合金
インコネル625
インコネル718
もっと
•コバルト基合金
ステライト6
ステライト12
もっと
•クロム基合金
CR20
CR25
もっと
•炭化タングステン
PTA溶接表面処理ソリューション
選択の核心的な理由PTA溶接オーバーレイソリューションPTA溶接は、高精度、優れたクラッド品質、高い材料利用率(90%以上)、自動化機能、そして多様な材料への適応性を備えています。SMAW、GMAW、TIGなどの溶接技術と比較して、PTA溶接は耐摩耗性および耐腐食性コーティングの用途において優れており、性能とコストの両面で優位性を発揮します。
応用分野
•石油化学製品
•冶金
•航空宇宙
•自動車
•エネルギー
•医療等
適切なPTA溶接オーバーレイの選択

投稿日時: 2025年1月16日